

機械的回り止め方式
機械的回り止め方式にはコッターピン(割りピン)、舌付き座金、ワイヤーロック等があります。いずれもナットを別の部品で物理的に固定し動かさないようにする方式で、回転ゆるみ(ナットが回転して生じるゆるみ)に対して有効であると考えられています。本ページでは、この3種類の機械的回り止め方式について紹介しています。機械的回り止め方式を含めたゆるみ止め方法につきましては、ねじ締結技術ナビ お役立ち資料(リンクはこちら)の「ねじ締結体のトラブル原因と対策 ー回転ゆるみ編ー」にてまとめられておりますので、是非ダウンロードください。
◇コッターピン(割りピン)
コッターピンは溝付きナット・ピンまたはその他の回り止めや、脱落防止を必要とする部品に使用されます。下記に航空機における規格、MS 24665(現在ではNASM 24665)、MS 33540(現在ではNASM 33540)より抜粋した安全回り止め実施基準一般について記載します。
1. コッターピンの材料と適用
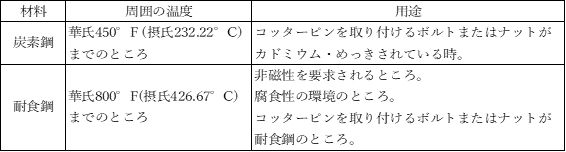
使用するコッターピンの材料は、取付け場所と温度で決められます。MS 33540(現在ではNASM 33540)より、使用温度限界と用途範囲を表1に示します。
表1.コッターピン材料の使用温度限界と用途範囲[1]
2. コッターピンの取付け方法
コッターピンの取付け方法には、優先方法と代替方法の2つの方法があります。特に指示のない限り優先方法で取付けを行い、折り曲げたピンが他の部品と接触する場合や、引っ掛かりを起こしやすい場合にのみ代替方法で取付けます。図1に優先方法のコッターピンの取付け例を示します。
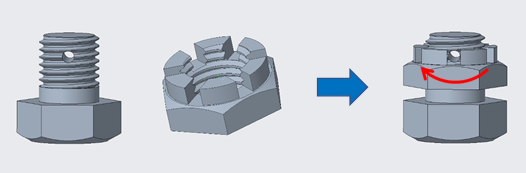
図1.優先方法であるドリル・シャンク・ボルトと溝付きナットの締結法①
ナットを規定の最低トルクで締め、ボルトねじ端の穴とナットの溝の位置を確かめます。穴の位置が合っていない場合はトルク値の範囲内で合わせます。もし穴と溝が合わない場合はナット、ワッシャー及びボルトの交換やワッシャーの増減で調整します。
ナットの溝とボルト穴の位置で最適な位置はナットの溝の底とボルトの穴の下部が同一の高さになった時です(図2 (a))。コッターピンの半径以上がナットの上面より出てはいけません(図2 (b))。このような時は、
-
- ボルトを短いものと交換します。
- ワッシャーを厚いものに交換します。
- ワッシャーの枚数をリミットまで増やします。
以上で調整しなければなりません。
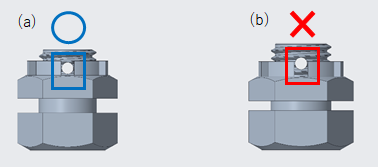
図2.優先方法であるドリル・シャンク・ボルトと溝付きナットの締結法②
図3にコッターピンの取付け方法について示します。
-
- ピン先の長い方を上にして、手でできるだけ押込みます。
- 通常、コッターピンの頭がナットの壁と同一面になるまでプラスチックハンマーで軽く叩きます。この場合、コッターピンの頭が変形しないよう注意して行います。頭が変形するようであれば頭と壁を同一面にする必要はありません。
- コッターピンの上側の先をプライヤーで確実につかみ、手前に引張りながら、ボルト軸側に曲げ、ボルト径を超えない範囲で切断します。
- 切断したピン先をプラスチックハンマーで軽く叩き、ボルトエンドにしっかりと押し付けます。残りのピン先をプライヤーで確実に掴み、手前に引張りながら少し下方に曲げ、ワッシャーに当たらない程度に切断します。
- ピン先をプラスチックハンマーで軽く叩いてナットの壁にしっかりと押し付けます。
- 取付けたコッターピンにあそびがないか確認します。
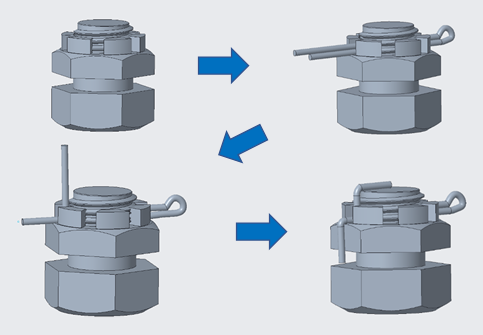
図3.コッターピンの取付け方法
◇舌付き座金
舌付き座金には、片舌付き座金と呼ばれる舌が1枚のもの、両舌付き座金と呼ばれる舌が2枚でより高機能なものがあり(図4)、非回転ゆるみ(ナットが回転しないで生じるゆるみ)に対して有効であるという座金の性質と、回転ゆるみ(ナットが回転して生じるゆるみ)に対して有効である性質とを合わせ持っています。図5に両舌付き座金の取付け例を記載します。
-
- 被締結体にボルトを下から通します。座金をボルトに通します(図5 (a), (b))。
- 座金をハンマーで軽く叩き折り曲げ、図5のアの座金部分と被締結体の間の隙間がないようにします(図5 (c))。
- ナットを座金に着座するまで適正トルクで締め付けますが、折り曲げた図5イの座金部分が二面幅側にくるように適正トルク内で調整します(図5 (d))。
- ハンマーで叩いて固定しますが、被締結体との隙間が空いていると疲労破壊を起こすので、隙間がないように固定するのがポイントです。
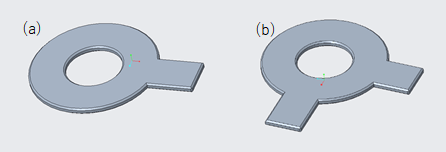
図4.(a) 片舌付き座金、(b) 両舌付き座金
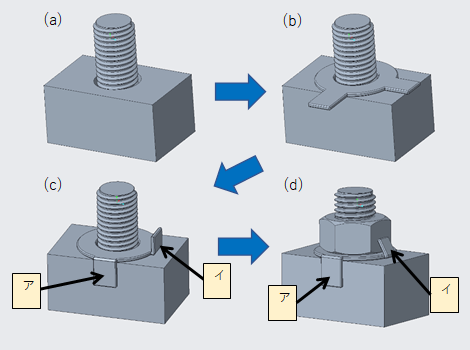
図5.両舌付き座金の取付け例
◇ワイヤーロック
ワイヤー(安全線)で2つ以上のボルトやナットを結び、確実に固定させ、部品の脱落を防止させる方法です。主に航空機や車、バイク等に使用されます。互いにねじの締める方向に引っ張り合うので、回転ゆるみ(ナットが回転して生じるゆるみ)に対して非常に有効です。
下記にMS 33540(現在ではNASM 33540)に基づいた方法のうち、ダブル・ツイスト・ワイヤー法(図6)とシングル・ワイヤー法(図7)について紹介します。
ダブル・ツイスト・ワイヤー法は安全回り止めの標準的な方法です。100-150 mm程度の広い間隔で多数集まったボルトやナットをダブル・ツイスト・ワイヤー法でワイヤーをかける場合に、一連に結合できる数は3つが最大となります。
シングル・ワイヤー法は主に次のような場所に用いられます。
-
- 3つ以上のボルトやナットを狭い間隔で閉じた幾何学的な形状(正方形、長方形等)をした電気系統の部品。
- シングル・ワイヤー法が基準に示されている箇所、非常用ブレーキ・レバー、非常口、非常用装置、酸素調整器、消火発射装置等のハンドル・カバーのガード等。
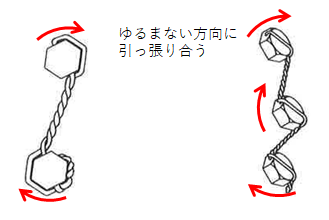
図6.ダブル・ツイスト・ワイヤー法[2]
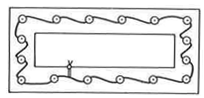
図7.シングル・ワイヤー法[3]
以上、主要3種類の機械的回り止め方式(コッターピン(割りピン)、舌付き座金、ワイヤーロック)について紹介してきました。この方式では、理想通りの適切な取付け状態のものであれば、品質が厳しい航空宇宙・防衛産業にも採用されるくらいの信頼性の高い対策であり、軸力低下はほとんど発生しません。ただ、適切に取付けるためには、特別な知識と技術が必要な作業となるため、航空宇宙・防衛産業以外の作業工数の削減を目指す業界では、作業性がネックとなります。逆に中途半端な取付け状態であれば、ナット脱落防止対策にしかならず、軸力低下起因のボルト折損事故につながりかねませんので、十分な注意が必要となります。
参考文献
日本航空技術協会「航空機の基本技術 -航空整備士共通実地試験基準- 」第5版第1刷(2010)p. 357-371を参考にしました。このうち、
[1]p. 367 表14-9
[2]p. 362 図14-35,図14-36
[3]p. 363 図14-40
