

ねじのゆるみ(非回転ゆるみ)
ねじ締結体(ボルト・ナット)におけるゆるみには非回転ゆるみがあり、本コンテンツでは7種類を説明しています。
詳細は、ダウンロード資料「ねじ締結体のトラブル 原因と対策 -非回転ゆるみ編ー」をご確認下さい。
このコンテンツでは簡単にご紹介します。
◇初期ゆるみ(締付け後の塑性変形)
ねじ締結体は、負荷ねじ面、ナット座面、ボルト頭部座面、被締結部材同士の接合面のそれぞれにおいて圧縮力の下に接触しています。これらの各接触面には、表面の粗さ、うねり、微小な凹凸部分が程度の差はあれ存在するため、締付け後に作用する外力の変動によって圧縮力が変動し、局部的なへたりが時間の経過とともに進行し凹凸が平坦化していきます。その際、締付け長さ(ボルト頭部座面とナット座面間の距離)の減少につながり、軸力の低下をきたすことになります。またボルトやナットが安定的な状態で締付けられておらず、締結後に安定的な状態に移行した時に軸力の低下が発生します。これらを初期ゆるみといい、どのようなねじ締結体においても程度の差はあれ、必ず発生する現象となります。しかし、この現象は、へたるだけへたった後は進行が止まるため、この現象をあらかじめ理解できていればそれほど危険性はありません。
一般的に通常の締結では、へたり量は10μm程度以下と言われており、少なくとも5~10%程度の軸力低下は発生すると考えた方が良いようです。
*参考までに、ユンカーによれば、接合面のへたり量については、ねじ面で5μm、切削仕上げの接合面では軸方向の荷重が加わる場合は4μm、軸直角方向の荷重が加わる場合は8μm、一方、研磨仕上げの接合面では、軸方向の荷重が加わる場合は2μm、軸直角方向の荷重が加わる場合は4μmと言われております。
例えば、切削加工状態の2枚の鉄板をボルト・ナット、平座金で締結し、そこに軸方向に繰返し外力が作用するケースを想定します。もしこの考えに基づくとすれば、
ねじ面でのへたり量は5μm
接合面でのへたり量はボルト頭部座面と鉄板、鉄板同士、鉄板とナット座面の3か所なので、
4 (μm) × 3 (か所) = 12 (μm)
したがって、全体のへたり量としては、5+12=17 (μm)ということになります。
なお、被締結部材数が多くなれば接合面が当然増えますので、へたり量もより大きくなる可能性があり、設計、施工の際にはこの分を考慮する必要があります。

図1.ボルト・ナット・座金・被締結部材に及ぼす初期ゆるみの例(1)
◇陥没ゆるみ(締付け後の塑性変形 クリープ変形)
被締結部材とナットやボルトの接触部における面圧が高すぎると、小さな表面の凸凹が多少平坦化する程度を超えて被締結部材の接触部表面が塑性変形する場合があります。この変形が締付けの際にだけ生じ、被締結部材の加工硬化現象によって進行が止まる場合にはあまり問題にはなりませんが、締付け後に時間経過によるクリープや外力の作用のために、さらに進行する場合は重大な問題となりえます。この種類のゆるみを陥没ゆるみといいます。
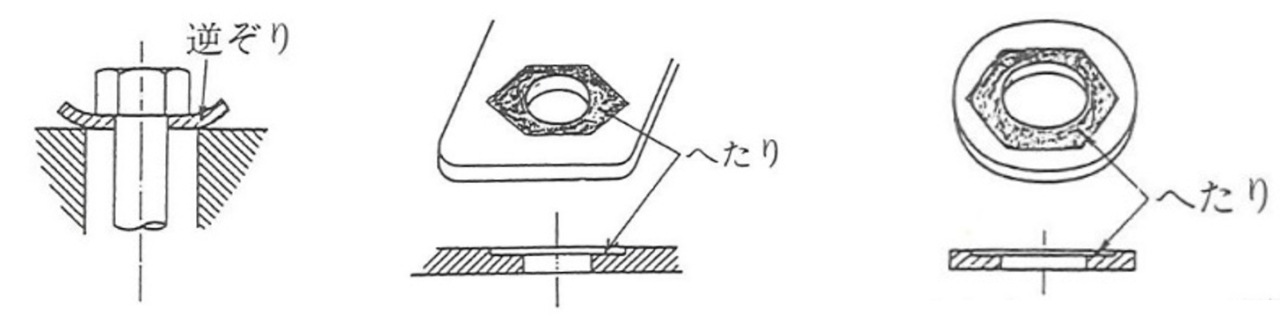
図2.陥没ゆるみの例(1)

図3.平座金が陥没した例
◇微動摩耗によるゆるみ(摩耗)
接合面の摩耗は微動摩耗によるものが多く見受けられます。被締結部材同士の接触部が外力の作用によって滑り、繰返し回数が増加するほど初期ゆるみによる軸力低下分を除き、摩耗を生じてある程度の軸力低下(ゆるみ)が発生することがあります。
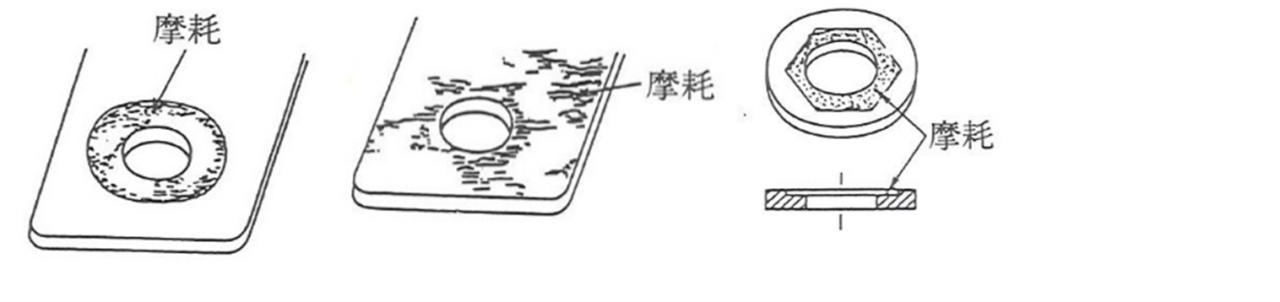
図4.微動摩耗によるゆるみの例(1)
◇密封材の永久変形によるゆるみ(締付け後の塑性変形 クリープ変形)
ガスケット等の異種材料の密封材が用いられている場合、そのへたりによる軸力低下(ゆるみ)を考慮する必要があります。密封材はその材料構成から、金属とは異なる圧縮特性を持つことが多く、特に温度や時間効果が大きいと予想されます。
◇塗装材や厚めっき材の破損によるゆるみ(締付け後の塑性変形)
塗装や溶融亜鉛めっきのような厚めっきを施したボルト・ナットや被締結部材を締付ける場合、塗装やめっきがはがれることがあり、その程度の差によって軸力の低下の差はあるものの発生する場合があります。
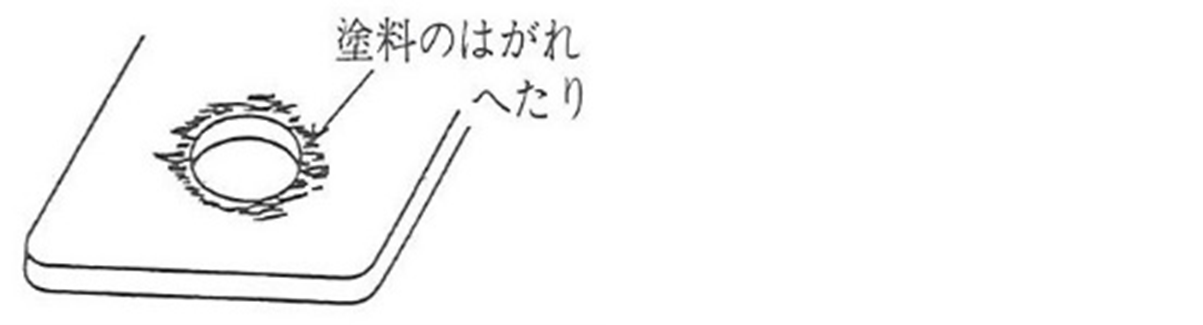
図5.塗装材の破損によるゆるみの例(1)
◇過大外力によるゆるみ(締付け後の塑性変形)
ボルトまたは被締結部材が締付け後の外力によって塑性変形を起こすと軸力低下(ゆるみ)が生じます。被締結部材の面圧による陥没以外に、外形的な塑性変形が軸力低下(ゆるみ)の原因になるのは当然のことと言えます。ボルト自体の塑性変形の進行による軸力低下(ゆるみ)は、塑性域締付け等で高い軸力を与えボルトがさらに塑性変形を起こしやすい場合に検討が必要です。
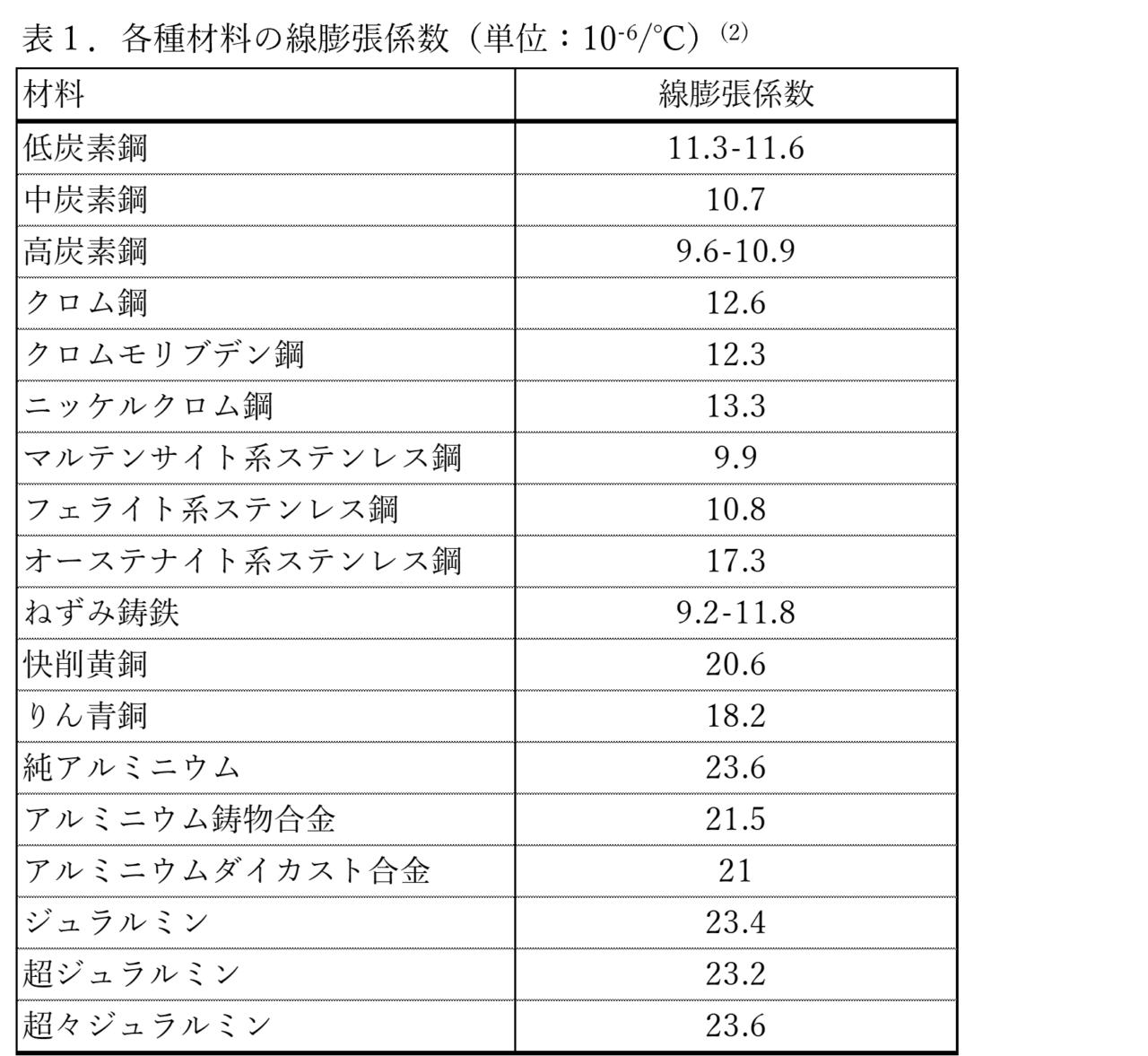
◇熱的原因によるゆるみ(温度変化/可逆変化)
締結体各部の材料に違いがあり、ねじ締付け時と使用時に温度変化があると、線膨張係数(表1)の違いによる熱変形のため軸力が変化します。
参考文献
(1) 酒井智次:ねじ締結概論,養賢堂(2000)p. 98-102.
(2) 山本晃:ねじ締結の原理と設計,養賢堂(1995)p. 111.ただし、原典は、日本機械学会編(1987):機械工学便覧,B4-7ページ表2による。
