

.png)
(この技術寄稿のダウンロードはこちらから)
信頼限界楕円法を用いたボルトの締付けについて
ボルトを適切に締付けることは極めて重要です。トルク法をはじめ、締付け方法はいくつかありますが、今回この技術コンテンツでは、信頼限界楕円法を用いたボルトの締付け方法について簡単に紹介します。詳細は以下のねじ締結技術ナビ技術寄稿をご覧ください。
第9回技術寄稿「ねじ締結の原理と締結信頼性の向上」(その④:信頼限界楕円法によるボルトの締付けトルクおよび初期締付け力分布の改善)
ねじ締結は従来からトルク法が活用され、作業現場ではその簡便さから現在でも多くの締付け作業で利用されています。工場などでの大量のボルト締付け作業では、作業基準に基づく締付けトルク指示値(目標値)での締付け作業が行われます。このとき、作業トルクのばらつきおよびボルト軸部に発生する初期軸力のばらつきは通常正規分布をとると考えられています。トルク係数などのねじ特性値のばらつきを考慮すると、多数本締付けでは得られる軸力は図1(a)に示すように菱形状にばらつくとされてきました。
信頼限界楕円法では、大量の締付け作業を行う場合の問題を、品質管理や工程管理の問題として捉え、確率統計的な取り扱い方について検討したものです。締付けトルクと軸力を互いに独立な確率変数と考えるとき、軸力の分布は図1(b)に示すように楕円状となります。この楕円状の分布から、得られる軸力分布の最大値は従来の菱形状の分布より低い値となります。本技術寄稿では、信頼限界楕円法の導出ならびに、この性質を活用し、より高い初期軸力や初期締付け応力を得る方法を解説しています。詳細につきましては、以下のねじ締結技術ナビ技術寄稿をご覧ください。
第9回技術寄稿「ねじ締結の原理と締結信頼性の向上」(その④:信頼限界楕円法によるボルトの締付けトルクおよび初期締付け力分布の改善)
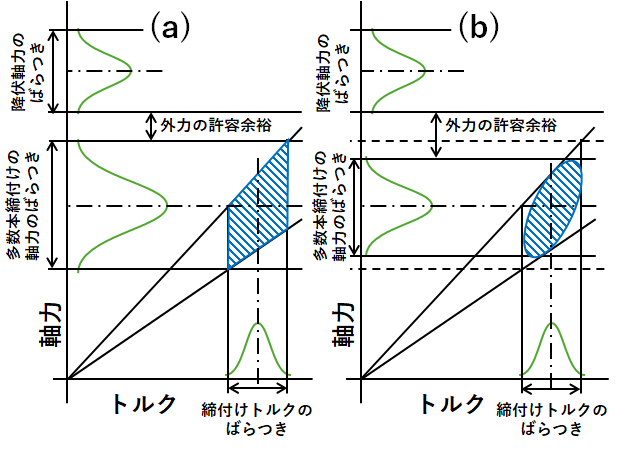
図1 (a)トルク法、(b)信頼限界楕円法の初期締付け力分布
