

無電解めっきの特長
無電解めっきとは、溶液中で化学的に還元反応を起こし、めっき金属を素材・部品に析出させる方法です。複雑な形状の部品にも均一な膜を形成することが可能なめっき方法です。無電解めっきは還元剤を使用しない置換型めっきと還元剤を使用する還元型めっきに大別され、さらに還元型めっきは触媒の有無で非触媒型めっきと自己触媒型めっきに分類されます。(図1)
置換めっきでは素材とめっき膜の間で電子の交換が行われ、素材が溶解する時に放出される電子をめっき金属イオンが受け取って金属めっき膜となります。めっき処理する素地金属のイオン化傾向がめっき金属よりも大きい場合に可能となり、素材金属が還元剤となります。ニッケル上の置換金めっきなどが代表例です。膜厚はサブミクロン程度と薄膜です。
還元めっきは、めっき液に還元剤を添加し、還元能力を利用してめっき金属を析出させます。触媒作用の無い非触媒型としてはガラスに対する銀めっきである銀鏡反応があります。触媒作用のある自己触媒型では、連続析出が可能で任意の膜厚を得ることができます。自己触媒型還元めっきは無電解めっきの中で現在主流の方法で、ニッケル、銅、スズ、貴金属などめっき皮膜の種類が豊富で、めっき可能な対象物として金属素材以外にプラスチックやセラミックス部材へのめっきも可能です。
無電解めっきの長所と短所は以下の通りです。
無電解めっきの長所
・めっき対象の品物形状に制限がない
・めっきの均一性が良好で寸法公差の厳しい製品に有効
・複合皮膜の形成ができる
・無電解ニッケルの耐食性は電気ニッケルよりも優れる
無電解めっきの短所
・発色できる色調の種類が少ない
・一般的に電気めっきと比べてコストが高い
・めっき加工時間が長い
・めっき処理液の温度が高い
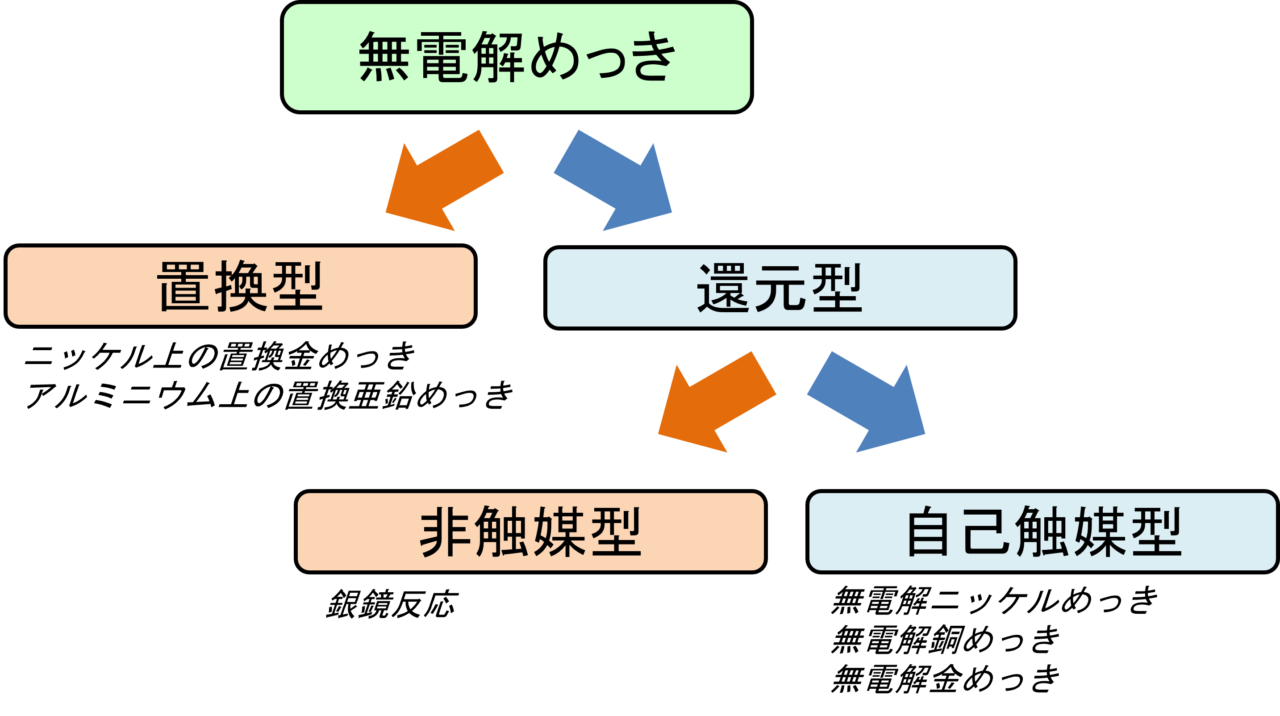
図1.無電解めっきの分類
次に、置換めっきについてニッケルに対する金めっきの場合の概念を図2に示します。
素地金属のNiが溶解して電子が放出されNiイオンとなります。めっき液中のAuイオンが電子を受け取ってAu金属となって素材金属のNi表面にめっき膜が形成されます。すなわちNi表面の一部が溶解することになります。その後、Ni表面が完全にめっきされてしまうと電子の放出が止まってしまい、めっき反応も停止します。めっき膜厚は最大0.2μm程度の薄膜となります。めっき液としてはシアン化金カリウム、クエン酸カリウム、EDTAナトリウムなどを含有した溶液が用いられます。めっき浴温度は80~90℃で、めっき時間は数十分のオーダーです。
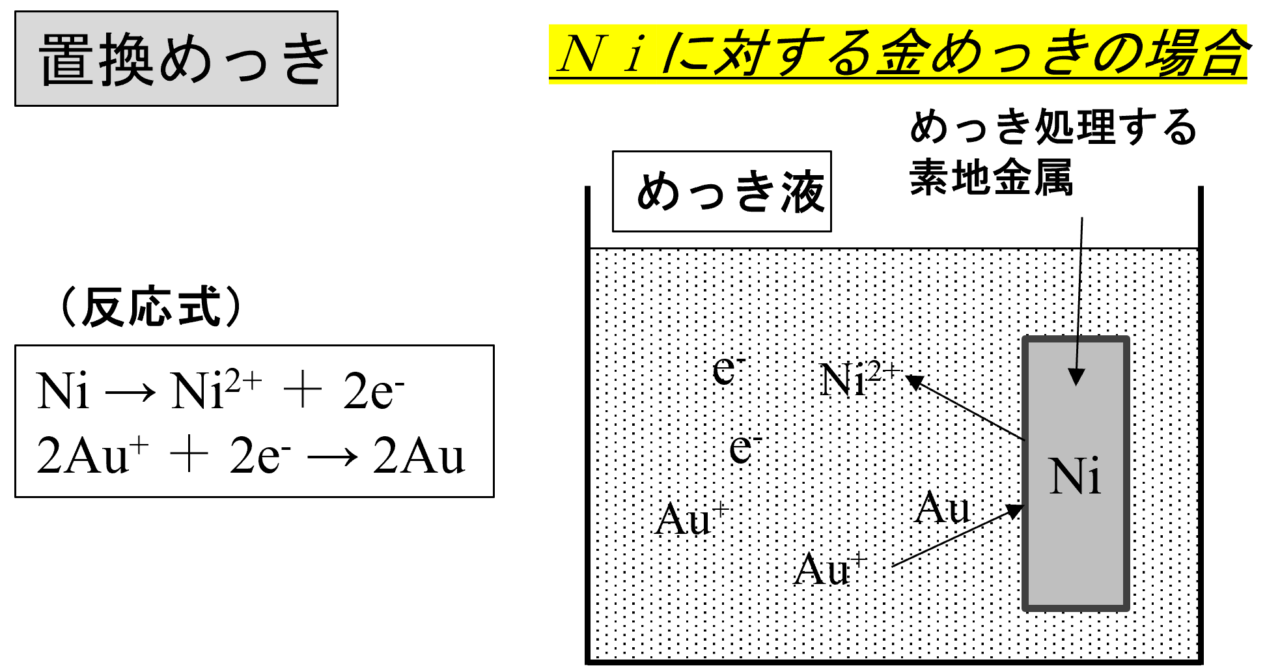
図2.ニッケルに対する置換金めっきの概念
なお、これとは別に実用的な置換めっきの例としてジンケート処理とよばれるものがあります。アルカリ性亜鉛酸溶液であるジンケート浴を用いた亜鉛置換反応のことで、アルミニウムのめっき前処理に利用されています。アルミニウム表面は酸化皮膜によってそのままでは密着性のよいめっきが得られませんが、このジンケート浴に浸漬すると置換反応によって亜鉛めっき膜が形成され、この上に別の密着性のよいめっき処理が可能になります。
次に、非触媒型の還元めっきとして銀鏡反応の場合について説明します。(図3)
銀鏡反応はガラス鏡の製造に長年使われてきた方法で、硝酸銀のアンモニア水溶液に還元剤を添加して還元剤の酸化反応を利用したものです。ガラスなどのめっき処理品をグルコース、ホルマリン、ショ糖などを還元剤として加えためっき液に浸漬すると、還元剤の酸化によって電子が放出され、銀イオンが還元されて銀めっき膜が形成されます。ただし、めっき処理品以外の部分もめっきされて銀イオンの消費も激しく、まためっき浴の劣化が早くて厚膜化が困難です。還元剤の反応持続性が無いので非触媒型に分類されます。めっき浴が不安定なため大量生産には向きません。
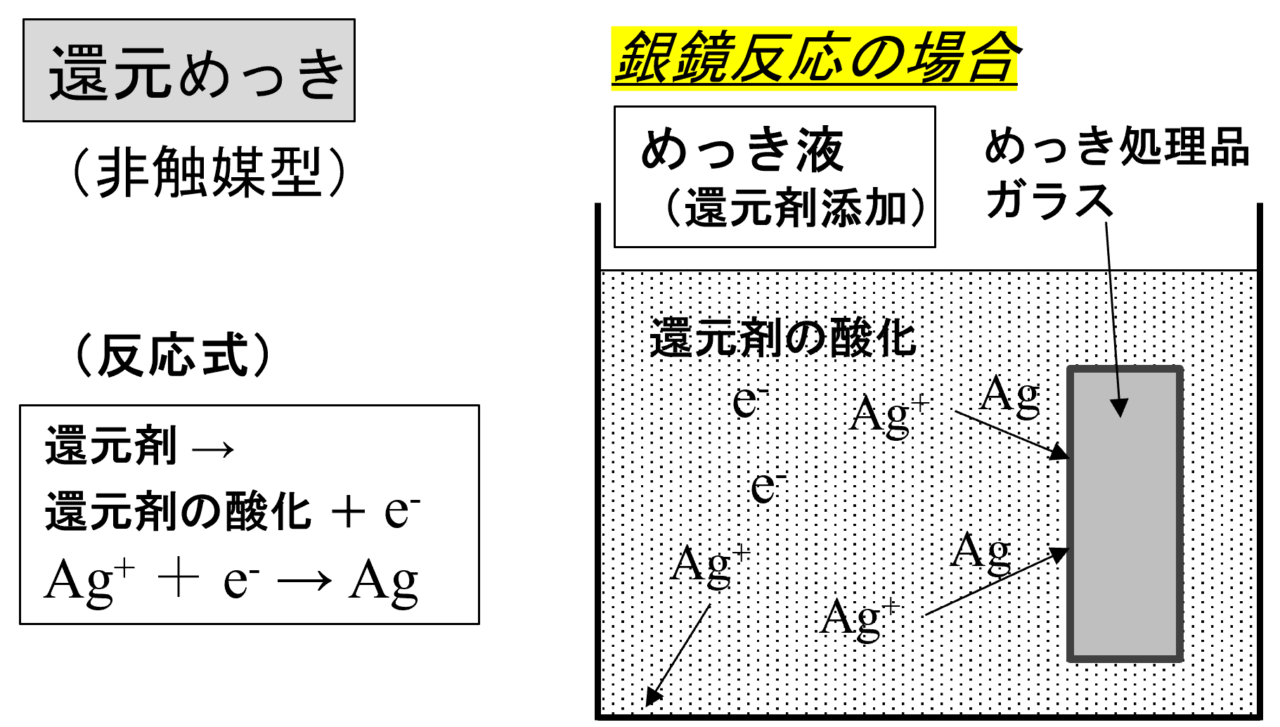
図3.非触媒型還元めっきの代表である銀鏡反応の概念
自己触媒型の還元めっきとしてニッケルに対する金めっきの場合について説明します。(図4)
めっき浴中の還元剤の酸化によって電子が放出され、金イオンと反応して金が析出します。この時、めっき処理品であるニッケル表面および析出した金めっき膜が触媒となって連続的に析出することができます。めっき金属の上でも還元剤が反応するのでめっき反応が持続して厚膜も得ることができます。めっき時間にほぼ比例した厚膜の金めっきを得ることができ、めっき金属が触媒となって反応が進行することから自己触媒型とよばれます。代表的なめっき浴としてはシアン化金カリウムや亜硝酸金ナトリウムが使用され、還元剤としてDMAB(ジメチルアミンボラン)などのホウ素化合物、あるいはアスコルビン酸ナトリウムなどが使われます。浴温度は60~70℃程度です。
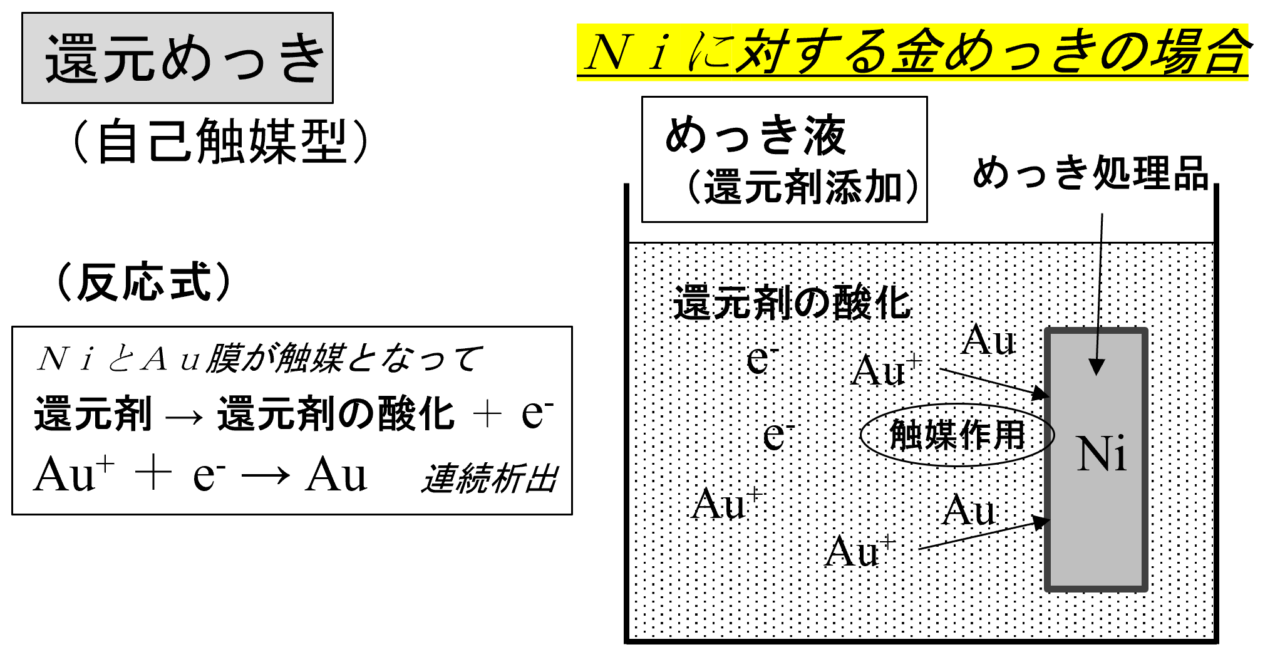
図4.自己触媒型のニッケルに対する金めっきの概念
自己触媒型無電解めっき
工業的に利用されている無電解めっきとしては、自己触媒型が主流です。代表的な自己触媒型無電解めっきである無電解Niめっき、無電解銅めっき、無電解金めっきの特長などを以下の表1に示します。
表1.代表的な自己触媒型
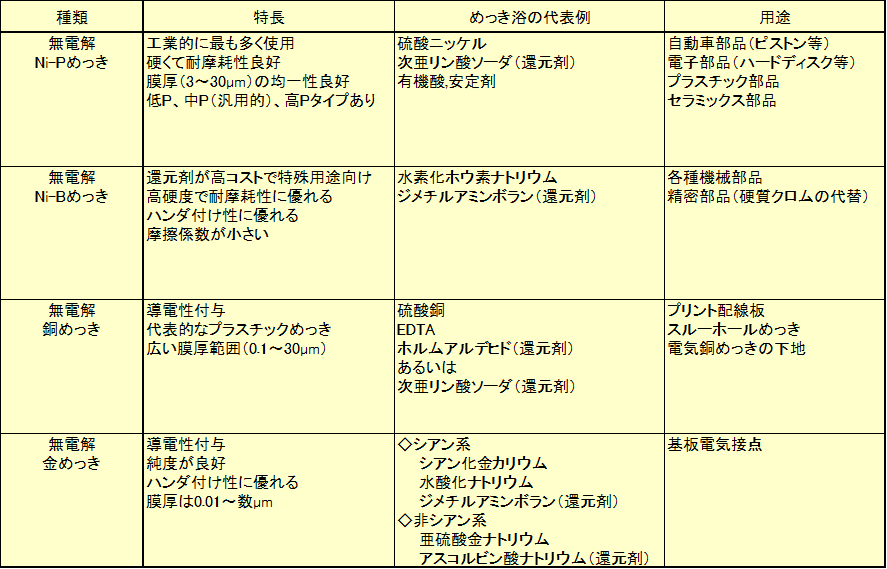
*EDTA(エチレンジアミン四酢酸)
無電解ニッケルめっき
無電解ニッケルめっきは還元剤の種類によって無電解Ni-Pめっきと無電解Ni-Bめっきに大別できます。前者では次亜リン酸塩を還元剤とし、後者ではホウ素化合物を還元剤とします。なお、ほかにヒドラジンを還元剤とする方法もありますが、工業的には殆ど使用されていません。
無電解Ni-Pめっきはめっき浴として硫酸ニッケルを使用し、還元剤として次亜リン酸ソーダを使用するのが基本です。工業的に最も多く使用されている無電解めっきです。めっき膜中にリンが共析し、膜中のリン含有率によって低リン(含有率1~4%)、中リン(含有率5~9%)、高リン(含有率10~12%)タイプに分類されます。硬質で耐摩耗性が良好で、プラスチック類などにもめっき可能であるため、幅広い分野で使用されています。作業温度となるめっき浴温度は90℃程度です。
一方、無電解Ni-Bめっきは還元剤のホウ素化合物が高価であるため特殊用途に使用されています。特長としてははんだ付け性が良好で高硬度であること、また加熱による変色が小さいといったことがあげられます。作業温度は60℃程度とNi-Pよりも低い温度です。
図5は鉄鋼に対する無電解ニッケルめっきの反応を模式的に示したものです。
代表的なめっき浴としては、硫酸ニッケルと次亜リン酸ソーダ、および有機酸と安定剤です。浴温度はおよそ90℃です。めっきの初期過程では鉄とニッケルとの置換が起こり、その後還元反応でニッケルが析出します。この析出したニッケルが触媒として作用することでめっき反応が継続します。めっき反応の進行によってニッケルと還元剤が消耗するとともにpHが低下するので、ニッケル塩と還元剤およびpH調整剤として苛性ソーダの補給が必要になります。めっき速度は硫酸ニッケル濃度にはあまり影響されず、還元剤の影響が大きいと言われています。
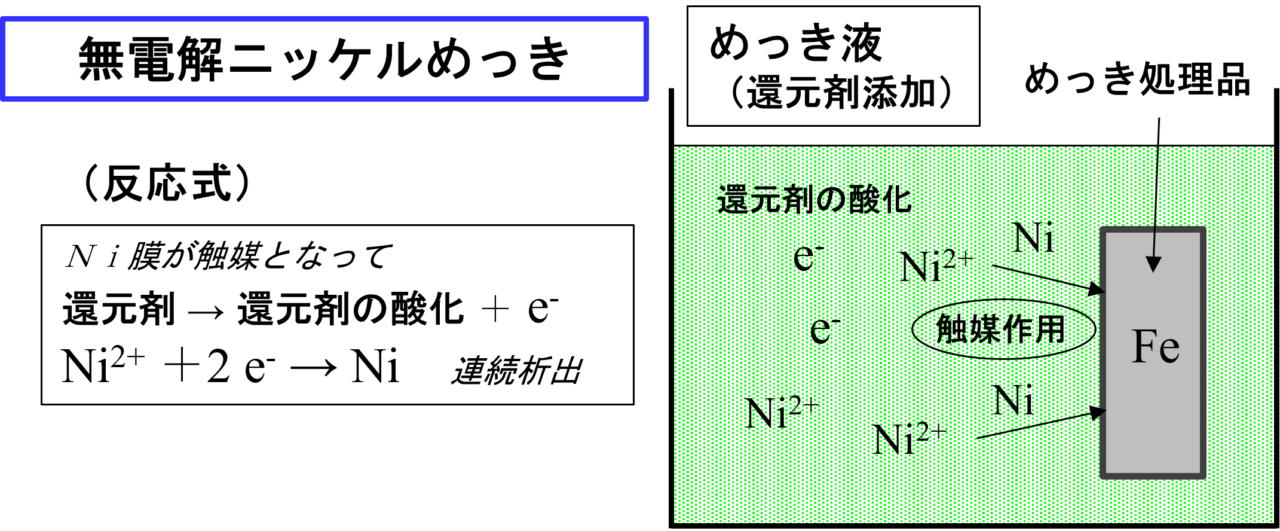
図5.鉄鋼に対する無電解ニッケルめっきの概念
無電解ニッケルめっき工程の例を図6に示します。脱脂、酸洗、無電解めっき、乾燥の各工程が水洗を挟んで行われます。有機物除去が主目的である脱脂工程では溶剤洗浄、アルカリ浸漬脱脂、電解脱脂などが行われます。アルカリ浸漬脱脂はアルカリ性薬品を含む液に浸漬させて汚れや油脂を除去する方法のことで、電解脱脂はアルカリ脱脂液の中で電解を起こし油脂を除去する方法のことです。酸洗は表面酸化膜などの無機物を酸浸漬で除去する方法ですが、表面状態の活性化の意味もあります。
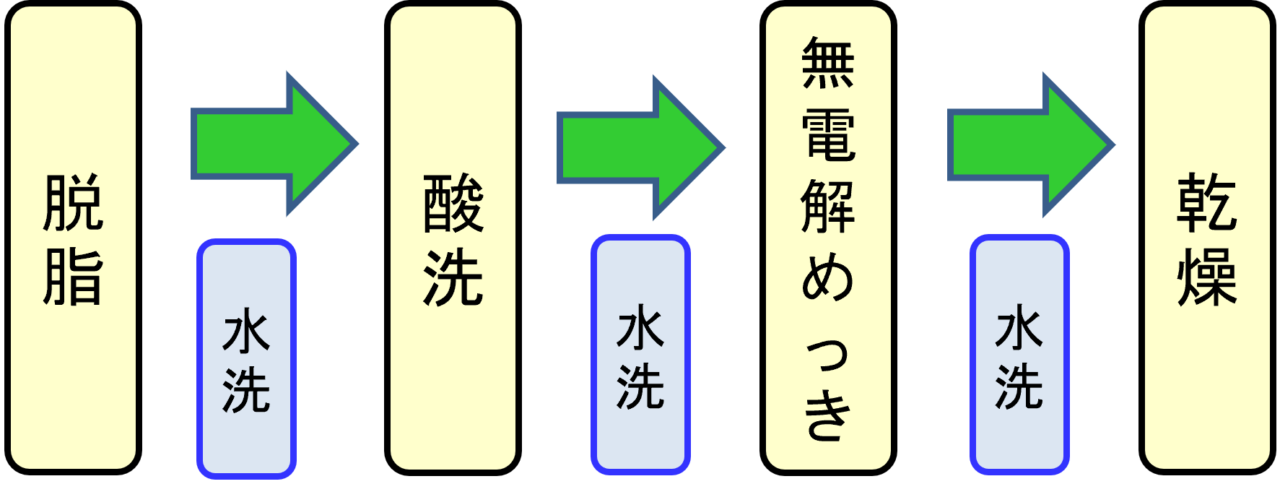
図6.無電解ニッケルめっきの工程図
無電解銅めっきと無電解金めっき
無電解銅めっきの最大の用途は絶縁体に対してめっきによって導電性を付与することです。プリント配線基板に広く応用されており、例えば樹脂基板に穴あけしたスルーホールに無電解銅めっきを施して基板両面間の導電性を付与し、その後電気銅めっきで補強します。
無電解銅めっきの代表的なめっき浴としては、硫酸銅とEDTAの反応によるEDTA錯塩、および還元剤としてホルムアルデヒドを用いたもの、あるいは硫酸銅と還元剤として次亜リン酸ソーダを用い硫酸ニッケルを含有したものなどがあります。浴温度はいずれもおよそ60℃です。
無電解金めっきの特長は金めっき膜が化学的に安定で酸化しにくく導電性が優れることから電気接点に適しています。はんだの金属表面への馴染みやすさの指標であるはんだ付け性、また半導体電極とリードとの接続の馴染みやすさであるボンディング性に優れており、半導体分野において回路パターン形成に多用されています。
ねじ・ボルトの無電解めっき
ねじ・ボルト類の無電解めっきとして無電解ニッケルめっきが各種ボルト類で広く利用されています。電気めっきでは膜厚にムラが生じやすいのですが、無電解めっきでは膜厚の均一性が良好になります。耐食性も良く、また高硬度で耐摩耗性に優れることからねじのかじりの防止にも有効といわれています。
以下のコンテンツも参考にして下さい。
