

鉄鋼材料の熱処理
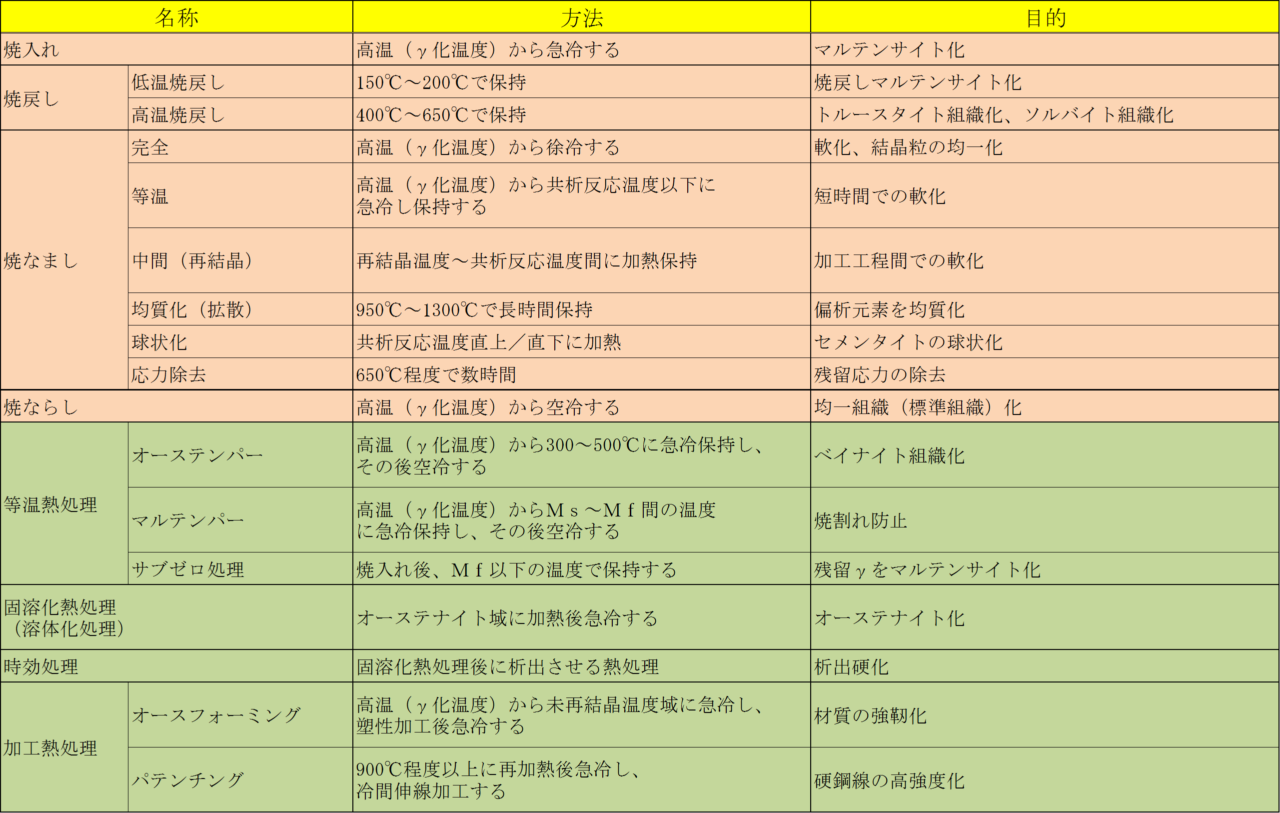
鉄鋼材料の基本的な熱処理として、焼入れ、焼戻し、焼なまし、焼ならしがあることを 鉄鋼材料について「基礎編」で述べました。ここではさらに熱処理全般について詳しく説明します。種々の熱処理を方法別に分類したものを下表に示します。
焼入れと焼戻し
焼入れとは鉄鋼材料を高温のオーステナイト化温度から水や焼入れ油に浸漬して急冷する熱処理のことで、金属組織がマルテンサイト相と呼ばれる微細な組織となって硬化します。
焼入れ方法には真空焼入れ、高周波焼入れ、火炎焼入れ、浸炭焼入れなど種々あります。高周波焼入れは鉄鋼の表面を誘導加熱し、噴水冷却して焼入れ硬化させる方法で、表面が硬くなって耐摩耗性や疲労特性が向上します。火炎焼入れは、鉄鋼の表面をバーナー炎で加熱し、噴水冷却して焼入れ硬化させる方法です。浸炭焼入れは低炭素鋼の表面に炭素を染み込ませて焼入れし表面硬化させる方法で、主な浸炭方法としてガス浸炭法があります。なお、焼入れといった熱的手法を採らないで表面硬化させる方法として窒化処理という方法があります。これは、鉄鋼表面に窒素を染み込ませることで表面硬化させる方法で、アンモニアガスによるガス窒化法や窒素と水素の混合ガス中で放電を起こすイオン窒化法などがあります。
焼入れ熱処理しますと硬化しますが脆くなってしまいます。これを改善して鉄鋼に靭性を持たせる熱処理が焼戻しであります。高強度ボルトなどではこの焼入れと焼戻し熱処理(調質)を行って高強度と靭性を持たせています。一般的に焼戻しは処理温度によって低温焼戻しと高温焼戻しに大別できます。
低温焼戻しはおよそ150~200℃でおよそ1時間保持することで脆い焼入れマルテンサイトを粘りのある焼戻しマルテンサイト相とよばれる組織に変態させる処理です。硬さが高く耐摩耗性が良好です。一方、高温焼戻しはおよそ400~650℃でおよそ1時間保持することで焼入れマルテンサイトをトルースタイトとかソルバイトと呼ばれる(フェライト相+セメンタイト(Fe3C)相)の微細な混合組織に変態させる処理です。強度と靭性を兼ね備えた特性となります。高強度ボルトでは通常450~550℃で焼戻しが行われます。
また、特に高炭素鋼では焼入れによってマルテンサイト化してもオーステナイトが残留することがあります。残留オーステナイトをマルテンサイト化させ、その後にトルースタイトとかソルバイトに変態させて硬度を高める場合は、1回目の焼戻しで残留オーステナイトをマルテンサイト化させ、さらに焼戻しを行ってトルースタイトとかソルバイトの組織に変態させます。
マルテンサイト変態
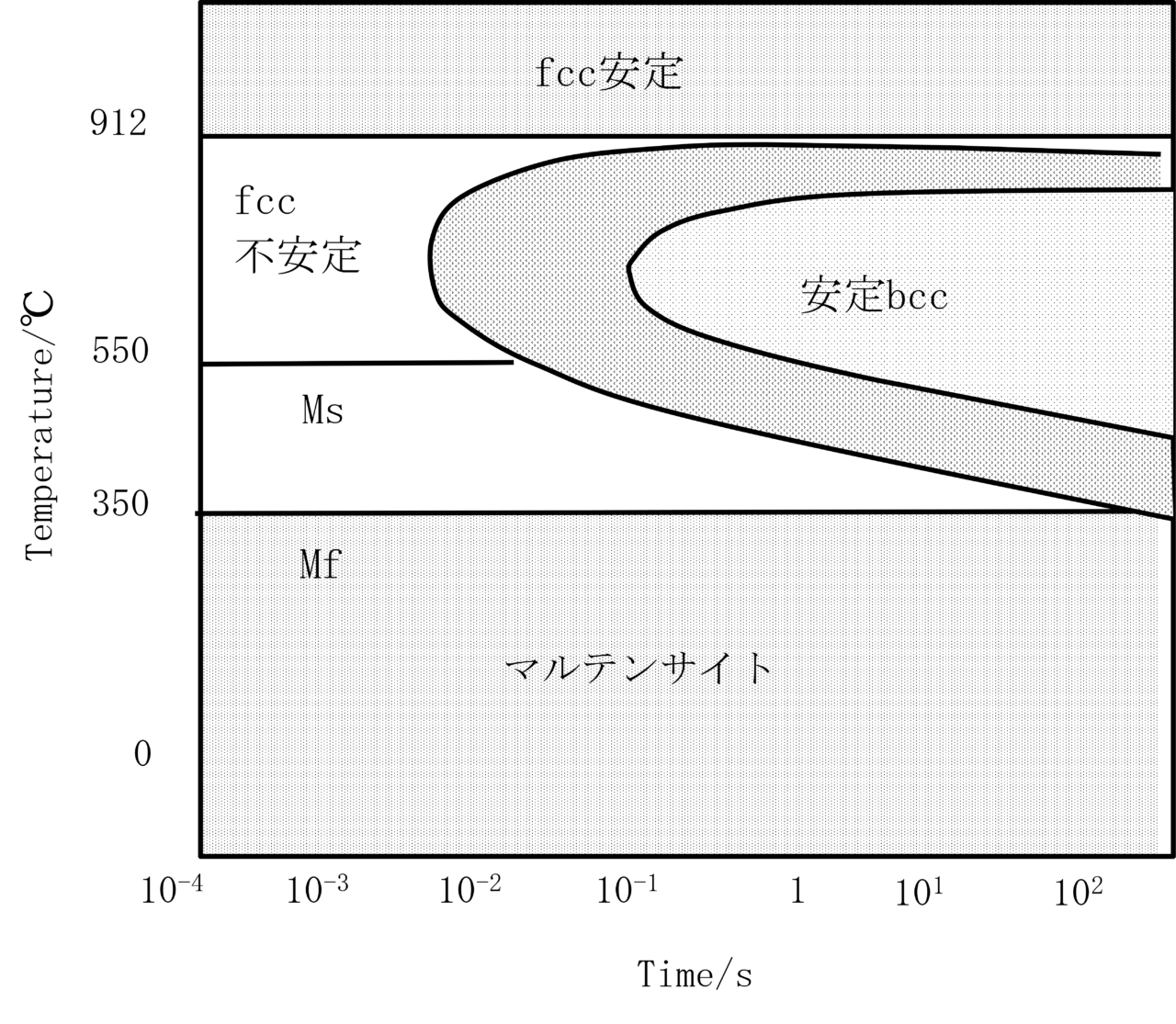
鉄鋼の高温安定相であるオーステナイト(γ)相を急冷するとマルテンサイト相と呼ばれる強度の高い微細な組織が出現します。下図は純鉄の時間温度変態(Time-Temperature-Transformation:TTT)曲線といわれるもので、高温のオーステナイト安定(fcc安定)域から焼入れ中に一定温度に保持した時の組織変化を示しています。低温側にマルテンサイトといわれる領域が出現し、Msはマルテンサイト変態開始温度で、Mfは終了温度です。このオーステナイトが急冷によってマルテンサイトに変化する現象をマルテンサイト変態といいます。鉄の低温側での安定相はbcc構造のフェライト相ですから、急冷で出現するマルテンサイト相は準安定相であります。
この変態の特徴として、変態が無拡散変態であって体心正方晶結晶構造であること、ラス状とも呼ばれる微細な針状組織であること、炭素が過飽和に固溶していること、格子欠陥が多量に存在することなどがあげられます。従来から、このマルテンサイトは硬さが非常に高いことから、成分元素量の適切化、合金化、種々の熱処理法の適用といった改善によって強度と靭性を用途に応じて適切に併せ持った種々の鉄鋼材料が開発されてきました。
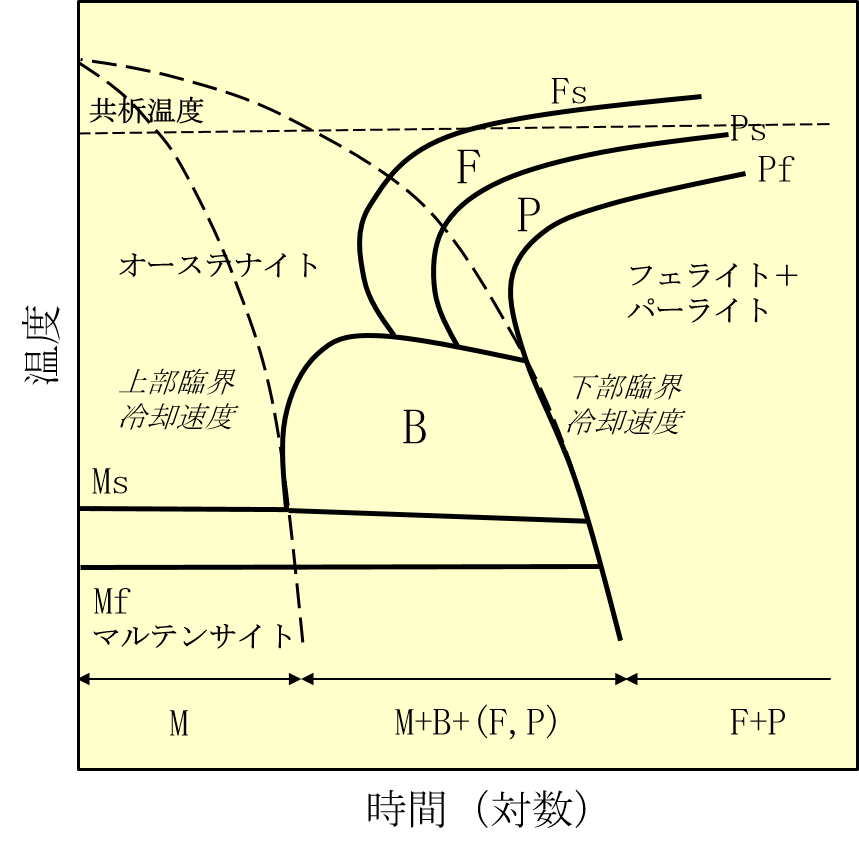
鉄鋼をマルテンサイト化するには急冷の熱処理が必要ですが、この急冷時の冷却速度と出現組織との関係を求めたものが連続冷却変態(Continuous- Cooling- Transformation:CCT)曲線と呼ばれるものです。各種冷却速度による相変態開始点および終了点を時間-温度軸に記入しています。
普通鋼共析鋼の場合、共析温度以上にあたるオーステナイト化温度から急激な冷却速度で冷却しますとマルテンサイトが出現し、また緩やかな冷却速度で冷却しますとパーライト組織となります。100%マルテンサイトに変態する臨界の冷却速度を上部臨界冷却速度といい、マルテンサイトが出現しなくなる冷却速度を下部臨界冷却速度といいます。両臨界冷却速度の間の冷却ではマルテンサイトとパーライトの混合組織が得られます。なお、図中のPsはパーライト変態開始温度で、Pfはパーライト変態終了温度です。また、亜共析鋼のCCT曲線ではフェライト相が出現する領域がPs点の高温側に隣接して出現します。この場合、パーライト組織には初析フェライト相が混在します。
![]()
合金鋼のCCT曲線ではベイナイトといわれる組織の領域が一般的に存在します。ベイナイトとは微細なフェライト相とセメンタイト相との準安定な層状組織のことをいいます。高温側のオーステナイト化温度から急激に冷却しますとマルテンサイトが得られますが100%マルテンサイトとなる臨界の冷却速度を上部臨界冷却速度といいます。これよりも緩やかに冷却しますとベイナイト組織が現れ、マルテンサイトとベイナイトの混合組織となりますが、マルテンサイトが出現しなくなる臨界の冷却速度を下部臨界冷却速度といいます。下図は亜共析鋼の場合を示していますが、下部臨界冷却速度よりも緩やかに冷却しますとフェライト相とパーライト組織の混合組織となります。
焼なましと焼ならし
焼なましは鉄鋼を炉内で徐冷する熱処理のことで、これによって材料は軟らかくなります。焼なましの種類としてはその目的から、完全焼なまし、等温焼なまし、中間(再結晶)焼なまし、均質化焼なまし、球状化焼なまし、応力除去焼なましがあります。完全焼なましはオーステナイト化温度から徐冷して結晶粒度を揃えた均質組織にする目的です。中間焼なましは再結晶焼なましとも言われ加工工程の中間で再結晶温度以上に加熱して軟化させる目的です。等温焼なましはオーステナイト化温度から共析温度以下に急冷保持してパーライト組織を均質安定化させて切削性などを良くする目的です。均質化焼なましは拡散焼なましともいわれ高温で保持して偏析元素を拡散させて均質にする目的です。球状化焼なましは共析温度付近で加熱してセメンタイトを球状化させて加工性を良くする目的です。応力除去焼なましは650℃程度に加熱して残留応力を除去する目的でそれぞれ処理されます。なお、再結晶とは金属を塑性加工すると転位等の格子欠陥が蓄積されて内部エネルギーが増大しますが、高温にすると転位密度が極めて低い結晶粒が生成・成長するようになり、この現象を再結晶といいます。焼ならしは鉄鋼を高温から大気中で空冷する熱処理のことで、金属組織が標準組織ともいわれる均質な組織になります。機械的性質の改善や切削性の向上が図られます。
等温熱処理
等温熱処理とは恒温熱処理ともいいますが、時間温度変態曲線(TTT曲線)に基づいてオーステナイト化温度からある温度に焼入れて、その温度で等温保持する熱処理のことをいいます。代表的な等温熱処理としてオーステンパー、マルテンパー、サブゼロ処理があります。
オーステンパーとは、オーステナイト化温度からMs点以上の温度の熱浴中に焼入れし、等温保持して過冷却オーステナイトを変態終了させてその後冷却します。焼戻しは不要です。この等温処理ではベイナイト組織が得られ、500℃程度の比較的高い温度で変態させる組織は上部ベイナイトと呼ばれる羽毛状組織を呈しており、Ms点近くで変態させる組織は下部ベイナイトと呼ばれるマルテンサイトに似た針状組織を呈しています。等温熱処理温度が低いほど高い硬さが得られます。通常の焼入れ焼戻し処理と比べて衝撃値が改善されて粘り強い特性になります。
マルテンパーとは、オーステナイト化温度からMs点とMf点の中間温度に保った熱浴中に焼入れし、処理品内部が焼入れ温度になるまで等温保持し、通常ベイナイト変態が始まる前に取り出して空冷します。焼入れ等温保持温度がMs点直上の場合をマルクェンチ、Ms点直下の場合をMsクェンチということもあります。マルテンパーは厳密には等温保持を変態が終了するまで長時間続ける場合を意味しますが、現実的な処理として途中から取り出して空冷します。マルテンパーはマルテンサイト変態が徐々に進行するため、焼割れや焼入れ変形が防止できます。途中で取り出して空冷処理する場合に得られる組織は焼入れマルテンサイトですので、焼戻しによって焼戻しマルテンサイトと低温ベイナイト組織に変態させます。
サブゼロ処理は、オーステナイト化温度からMf点以下に焼入れし、さらに0℃以下の温度で等温保持する熱処理のことです。焼入れ時に残留するオーステナイトを完全にマルテンサイト変態させる目的で行われ、置き割れの防止や耐摩耗性の向上などに繋がります。高炭素鋼ほど焼入れでオーステナイトが残留しやすいので工具鋼や軸受鋼などの高炭素特殊鋼などで有効な熱処理法です。
なお、下図中のBsはベイナイト変態開始温度で、Bfはベイナイト変態終了温度です。

固溶化熱処理と時効処理
固溶化熱処理は溶体化処理ともいいますが、鉄鋼では主にオーステナイト系ステンレス鋼において高温安定相であるオーステナイト相に均一化熱処理することをいいます。その後急冷して室温でオーステナイト組織とします。冷間加工や溶接などで生じた内部応力の除去や、クロム炭化物などを固溶させて均一な組織にする目的で行われます。また、析出硬化系ステンレス鋼では析出硬化のための時効処理の前段階として行われます。
析出硬化系ステンレス鋼とかマルエージング鋼において固溶化熱処理の後に、析出物を析出させる熱処理が時効処理です。時効とは高温から急冷で得られる過飽和固溶体に対して、例えば300℃程度の低温で保持すると析出相が出現し、時間の経過とともに諸特性が変化することをいいます。析出硬化系ステンレス鋼では硬さ、強度が増加します。マルエージング鋼は低炭素ニッケル・コバルト・モリブデン合金で引張強さ2000MPaクラス、破断伸び6%程度の靭性をもった超強力鋼です。固溶化熱処理として800~850℃で15~60分保持後急冷してマルテンサイトとし、時効処理を480~520℃で3~5時間行います。この時効処理のことをマルエージといいます。
なお、時効処理に関連してオースエージという熱処理があります。これは、SUS631析出硬化系ステンレス鋼において固溶化熱処理によって得られた準安定オーステナイト相をMs点以上で時効によってマルテンサイト化させる処理のことをいいます。
加工熱処理
塑性加工と熱処理を組み合わせて行うプロセスを加工熱処理といいます。主な目的は高強度化と靭性低下抑制です。この強度と靭性を併せ持つ性能は転位密度の増加、微細な析出物の均一生成、結晶粒の微細化などによってもたらされます。
代表的な加工熱処理としてオースフォーミングがあります。オースフォーミングとは高温のオーステナイト化温度域から未再結晶温度域まで急冷して過冷却オーステナイト状態で塑性加工し、その後マルテンサイト化温度域まで急冷する処理のことをいいます。塑性加工によってマルテンサイト変態あるいは低温ベイナイト変態が起こります。材質が非常に強靭となり、炭素を含む低合金鋼などで利用されています。
パテンチングとは硬鋼線やピアノ線を高強度化するために施される特殊な熱処理のことで、冷間引抜き後900~950℃に数分間加熱し、500℃熱浴に急冷し、その後冷却する熱処理です。線引きに適したソルバイト組織が得られ、その後さらに伸線加工されます
なお、参考ですが古くから塑性加工後の熱処理操作としてブルーイングという用語があります。ブルーイングは、本来鉄鋼表面に青色酸化物皮膜を形成する温度での処理操作のことをいいますが、特に、ばねの冷間成形工程後に行う低温焼なましのことを指して使ったりします。ばね成形時に発生する残留応力の除去と加工硬化の改善によるばね性能の向上目的で行われます。硬鋼線・ピアノ線では300~350℃、ばね用ステンレス鋼線では350~400℃で熱処理が行われます。
