

.png)
(この技術資料のダウンロードはこちらから)
鍛造とは
鍛造は塑性加工の一種で、工具や金型を用いて金属素材を圧縮または打撃することで成形する技術です。主要な鍛造方法として自由鍛造、型鍛造、回転鍛造が挙げられます。
- 自由鍛造(図1左):自由鍛造は加熱素材を移動回転させながら各所をハンマー等で断続的に加圧する作業方法で、種々の形の鍛造品を自由に成形することが可能で、大型品の多品種少量生産に適しています。
- 型鍛造(図1右):型鍛造は鍛造品の形状と寸法に適合させた金型によって、素材を加圧・拘束して成形する方法で小型品の大量生産に適しています。
- 回転鍛造:金型を回転あるいは揺動させる方法であり、例えばねじ・ボルトのねじ部の成形で使用される転造が代表的です。
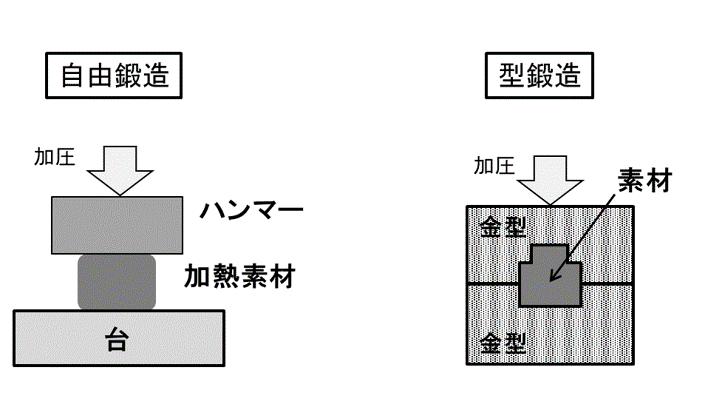
図1 自由鍛造と型鍛造の概念図
作業温度による分類として、熱間鍛造、冷間鍛造、温間鍛造に分類されます。鉄鋼材料の再結晶温度は約550℃ぐらい(成分や加工度によって幅がある)で、厳密に決まっている訳ではありませんが通常熱間鍛造は1000–1200℃ぐらいの高温で、冷間鍛造は室温で、温間鍛造は600–800℃ぐらいの温度で行われます。
- 熱間鍛造:再結晶温度以上に加熱して成形する方法で、素材が柔らかく自由度の高い成形によって複雑形状の加工が可能です。素材内部の気泡などの欠陥も押しつぶされて粘り強くなりますが(鍛錬効果と呼ばれる)、加熱による表面の酸化や冷却収縮などによって寸法精度と表面状態は冷間鍛造品と比べて劣ります。
- 冷間鍛造:再結晶温度以下の室温近くの温度で行われる方法で、変形しやすい材質素材が必要でありますが、冷間鍛造品は寸法精度と表面状態が良好であることから後仕上げが不要か、研削のみの後加工だけで済みます。
- 温間鍛造:熱間鍛造と冷間鍛造の中間の温度域で行う鍛造方法で、両者の特徴を併せ持つことをねらった方法です。
鍛流線とは
鍛造品の断面についてマクロ観察を行うと、鍛造加圧による材料の流れ方向に沿って配向する模様が観察されます。この繊維状の金属組織の流れ模様を鍛流線(ファイバーフロー、メタルフロー)といいます。図2に、一例として鍛造によって鍛流線が形成される概念図を示します。圧延、押出し・引き抜き、鍛錬鍛造などの一次加工で製造された素材は加工方向に沿って繊維上の組織が形成されます。この素材を例えば鍛造金型を使って繊維組織に垂直方向から鍛造加工しますと繊維組織の流れが右図のような鍛流線と呼ばれる模様になります。鍛流線は、結晶粒界の不純物、介在物、フェライト/パーライト組織が鍛造金型による材料フローの流れ方向に配向した状態を表しています。図2右側のように鍛流線が形成されますと、部品の応力集中部である角部では、鍛流線が切断されることなく部品表面に沿うように流れています。
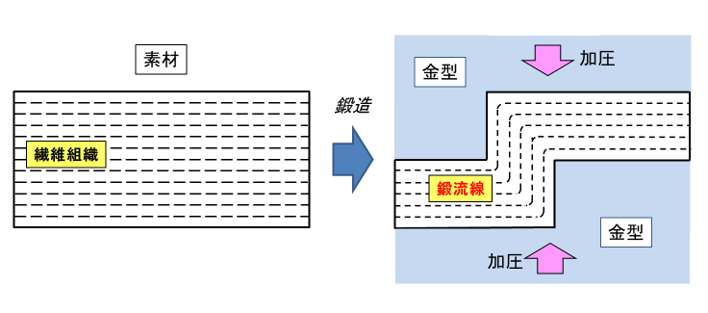
図2 鍛造における鍛流線形成の概念図
鍛造と疲労強度との関係
鍛造における組織的な要因、例えば、加工硬化(転位強化)、結晶粒の大きさ(微細化または粗大化)、脱炭の有無、鍛流線の形成が疲労強度に影響を及ぼします。例えば、鍛流線の形成は鍛造加工の大きな特徴の一つであって、機械的性質に大きな影響を与えます。鍛造品の表面(鍛造金型の輪郭)に沿って鍛流線が形成されるので、表面引張応力に対して強靭になります。すなわち、一般的な切削品と比較して曲げ応力や靭性(衝撃値)が向上します。疲労強度に優れ、かつ靭性の高い金属製品を製造したい場合は、負荷が鍛造線に沿うようにかかる設計にするとよいことになります。詳細については、ねじ締結技術ナビ技術資料「鍛造と疲労強度」に項目ごとにまとめてありますので、ぜひご覧ください。また、疲労強度に関連する以下のねじ締結技術ナビ技術資料・コンテンツもあわせてご覧ください。
