

クロメートの特徴
クロメート処理は亜鉛めっきや亜鉛合金めっき、またアルミニウム素材等の表面を保護するために、めっき表面などに行われる化成処理のことです。特に電気亜鉛めっきにおいては不可欠な表面処理技術となっています。六価のクロム酸を主成分とする処理液で表面処理を行うと、めっき金属が溶解し、液中の六価のクロム酸イオンが還元されて三価クロムの水酸化物が生成し、この水酸化物を主体としてめっき表面に沈着して水分を多く含んだゲル状の皮膜が形成されます。その後、乾燥処理によって固着させて水和クロム酸皮膜が形成されます。その際、六価クロムも残存し、耐食性にプラスに働きますが、環境面ではマイナスになります。長年、六価クロメート処理が行われてきましたが、環境規制の高まりから近年、三価のクロム化合物を用いた三価クロメート処理が広がりつつあります。
ここでは亜鉛めっきに対するクロメート処理を主眼に説明します。
クロメート(六価)の長所
・亜鉛めっきの白錆・赤錆発生に対する耐食性を大きく改善する
・外観を美しくする
・皮膜の染色によって各種の色合いが実現できる
・塗装下地としても利用可能である
・比較的低コストである
クロメート(六価)の短所
・六価クロムに毒性があり、現在は環境規制物質である
・人手に触れるとキズが付きやすい
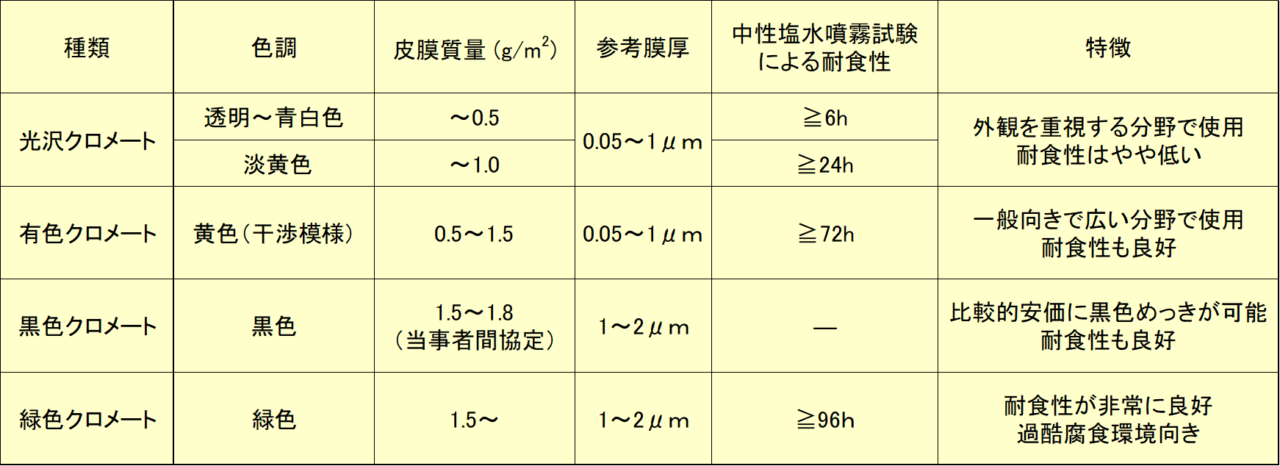
表1はクロメートの種類と特徴の概略をまとめたものです。クロメートには光沢クロメート、有色クロメート、黒色クロメート、緑色クロメートの4種類があります。JISH8625に電気亜鉛めっきに対するクロメートの皮膜質量と中和塩水噴霧試験による白錆発生最低時間が規定されていますが、黒色クロメートについては記載がありません。膜厚は「光沢<有色<黒色<緑色」の順に厚膜化しますが、およその膜厚推定値を参考値として表1に記しました。
各種クロメートの詳細については後述します。
表1 クロメートの種類と特徴
亜鉛めっきにクロメート処理する場合の基本的な工程を図1に示します。
脱脂酸洗い等による洗浄後、亜鉛めっきを行い、水素脆性が懸念される場合はベーキング処理を行い、その後クロメート処理工程となります。クロメート前処理として硝酸浸漬が亜鉛めっき表面の光沢剤の除去、および表面活性化の目的で行われます。硝酸濃度はおよそ0.2~1%、浸漬時間は5~10s程度です。クロメート処理後のクロメート皮膜は水分を含んだ柔らかいゲル状態であるため乾燥処理を行って固化させます。乾燥によるクラックの発生を防ぐために乾燥温度はおよそ60℃以下で行われます。また、黒色クロメートでは皮膜のツヤと黒味の向上のために仕上げ処理が後工程として行われたりします。
クロメートの処理方法としては、主に浸漬法と電解法があります。浸漬法はクロメート処理液に浸漬し、取り出し後水洗する方法で最も一般的です。電解法はクロメート処理液中で処理材を陰極として電解する方法で、電気めっきで電着していない露出部分ができたとしても電着クロメート皮膜が形成できて耐食性が向上します。非常に薄いクロメート膜の生成に適しています。他の方法として、クロメート処理液を塗布して加熱乾燥する方法もあり、厚膜クロメートで行われたりします。
※電着(electro deposition)とは、電解液中にイオンが析出して電極の表面に付着すること。
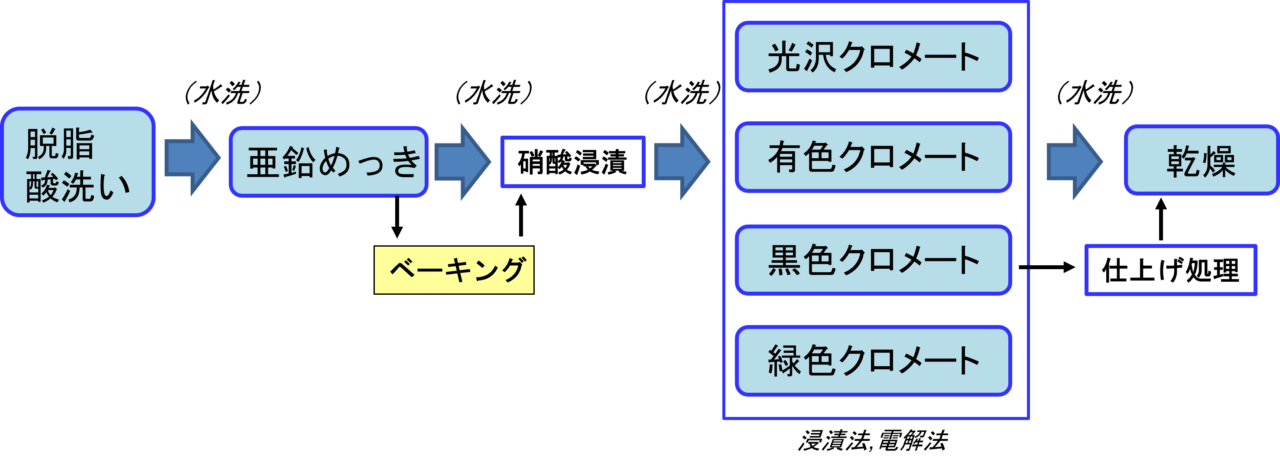
図1 クロメート処理の工程図
クロメートの種類
クロメート処理では、外観色調の違いで光沢クロメート、有色クロメート、黒色クロメート、緑色クロメートの4種類があります。この順序に処理液に含まれる無水クロム酸濃度も高くなっており、また面積あたりに含まれる膜中のクロム量も増加します。
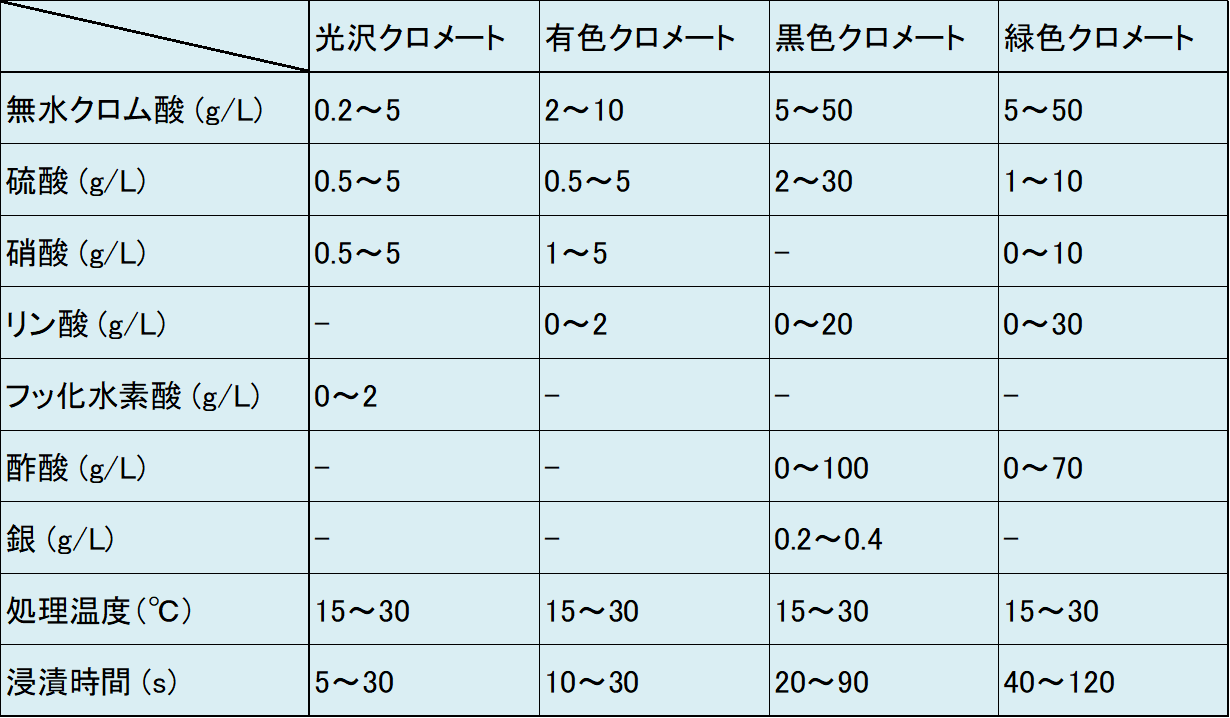
亜鉛めっきについて各種クロメートの皮膜断面の模式図を図2に、また一般的に知られている基本的なクロメート処理液の成分と処理条件を表2に示します。図2で記載しているCr(Ⅲ)は三価のクロムイオンを示し、Cr(Ⅵ)は六価のクロムイオンを示します。
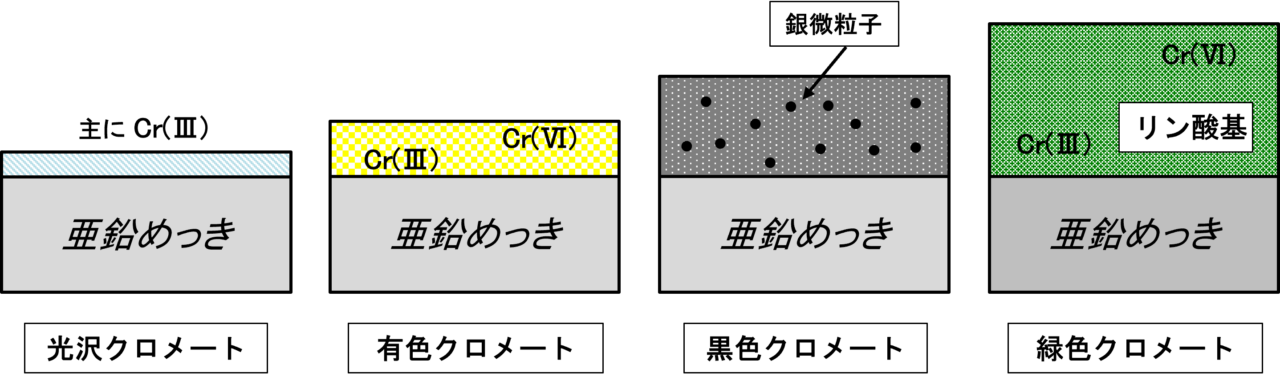
図2 各種クロメート皮膜断面の模式図
表2 クロメート処理液の基本的な成分と処理条件
光沢クロメート
光沢クロメートは薄膜で色調が透明から青白色のタイプ、および膜厚がやや厚目で色調が淡い黄色のタイプがあります。特に外観を重視する分野で使われることが多いです。電気亜鉛めっきしたねじに光沢クロメートしたものがユニクロねじと呼ばれ、青白色の光沢をもった膜となっています。
光沢クロメートは各種クロメートの中では最も薄膜で皮膜中に6価クロムが余り含まれず、このため他のクロメートと比べて耐食性は劣っています。ねじ、釘、事務用品など外観を重視する用途では青白色外観で、処理反応での均一研磨性が良くて光沢性にすぐれた特性となっています。耐食性を重視する用途では黄色がかった色調で均一光沢性も劣りますが耐食性は良くなります。
光沢クロメート処理液は無水クロム酸、触媒としての硫酸、化学研磨剤としての硝酸、さらに青色調を強調する目的でフッ化水素酸を含有しています。光沢クロメートでは六価クロムの殆どが還元されて三価のクロムが主体になっています。
有色クロメート
有色クロメートは最も一般的なもので、単にクロメートと呼ばれたりしています。光沢クロメートよりも厚くて耐食性があり、干渉模様の黄色を呈しています。耐食性に優れることから自動車部品、家電製品などに多用されていますが、均一性のある色調になりにくいので人目に付かない内部部品に耐食性を付与する目的で用いられることが多いです。
有色クロメート処理液は無水クロム酸、触媒としての硫酸とリン酸、化学研磨剤としての硝酸を含有しています。膜中には六価クロムも多く残留し、六価クロムは水に可溶性で新たな膜を形成しやすい特性があることから、膜にキズが付いても新たな膜の形成を促進する自己修復機能の効果があると言われています。
黒色クロメート
黒色クロメートは黒色の表面膜を得るために処理液に硝酸銀などの銀塩を混ぜることで達成したものです。
黒色クロメートは黒色外観による美観と耐食性の両者の特徴によって各種機械部品や電気電子部品で普及してきました。皮膜構造は黒色化のために銀微粒子が皮膜中に分散したものとなっていますが、耐食性の点では不利に働きます。外観を重視する場合は、酢酸のような有機酸を添加して黒色度の濃い色調を出していますが耐食性はやや劣ります。一方、耐食性を重視する場合は、リン酸のような無機酸を添加して耐食性を良くしますが、色調がやや劣ります。黒色クロメートは外観色調を均一にすることが難しいため、厳密な工程管理が必要で、また黒色色調のツヤを向上させる光沢改善の目的で仕上げ処理が行われたりします。
黒色クロメートは六価クロムに対する環境規制から現在はあまり処理されなくなっています。
緑色クロメート
緑色クロメートはリン酸塩を用いることでオリーブ色に近い緑色の色調としたもので、クロメートの中で最も厚膜で耐食性が非常に良好です。このため過酷な腐食環境下での使用に適しており、自動車部品などのうち高耐食性が求められる分野に使用されてきました。
緑色クロメートは六価クロム含有量が最も多く、自己修復機能に優れています。亜鉛めっき側ではリン酸基を多く含んで緻密で密着性のよい膜構造となっています。緑色クロメート処理液は無水クロム酸、硫酸、硝酸、リン酸、酢酸を含有しており、リン酸添加による亜鉛めっき層寄りの密着層の形成が耐食性と緑色色調に寄与していると考えられます。
三価クロメート
六価クロムの環境規制により三価クロムを用いたクロメートへの代替化が進んでいます。三価クロメートの基本的な種類は三価ホワイトと三価ブラックの2種類です。三価ホワイトはシルバー系とイエロー系の色調があり、六価の光沢クロメートと有色クロメートの代替となります。処理液は例えば塩化クロムや硝酸クロムの三価クロムの水和物、硝酸ナトリウム、クエン酸もしくはマロン酸などから構成されています。シリカを含むことで耐食性を向上させたタイプのものもあります。また、耐食性向上のためにコバルト塩なども添加しています。三価ブラックは色調が黒色で、黒色クロメートの代替となります。処理液に硫黄化合物とコバルト塩を含むことで黒色の反応生成物を膜中に取り込んで黒味を出しています。
三価クロメートの処理温度は30~60℃、浸漬時間は30~90s程度です。三価クロメートでは適正なpH濃度の範囲が狭いため、工程管理がより重要になります。また、クロメート後の乾燥工程は80~100℃と高温で行われます。
三価クロメートはその耐食性が六価クロメートとほぼ同等水準まで向上しており、また、耐熱性が優れるという特徴も併せ持ちます。開発途上で色調も限定されていますが、今後はさらに三価クロメートへの代替化が進むものと考えられます。
表3 三価クロメートの種類と特徴

最後にねじ部品のクロメートについて簡単に触れておきたいと思います。
現在でも、電気亜鉛めっきしたねじ部品の光沢クロメートはユニクロめっきと称されて代表格です。ユニクロめっき処理した亜鉛めっきねじは大気腐食環境下で耐食性に優れコスト的にも有利なねじです。このユニクロめっきはボルト・ナット類全般で使用されていますが、環境対策からユニクロめっきの代替品として三価ホワイトめっきも流通しています。また、ねじ部品において電気亜鉛めっきの上に有色クロメート処理、黒色クロメート処理、緑色クロメート処理などは現在も行われています。
以下のコンテンツも参考にしてください。
