

めっき可能な金属の種類が多いという特長がある電気めっきの続編になります。前編で示した亜鉛めっき以外の金属材料を使用した他の種類とねじ部品に関する電気めっき処理方法についてご紹介します。
電気めっきの種類
ニッケルめっき
ニッケルめっきは各種部品に防食、装飾目的で用いられますが、自動車部品のような屋外使用部品にはクロムめっきの下地めっきとしてニッケルめっきが利用されています。また、電子部品では銅素地に電子回路用の金めっきを行う場合、銅の拡散を防止するために金めっきの下地めっきとしてニッケルめっきが行われています。
ニッケルめっき浴としては硫酸ニッケルを主成分とするワット浴が最も多く使用されています。ワット浴には主成分の硫酸ニッケル以外に塩化ニッケルとホウ酸が含まれ、前者はニッケルアノードの熔解促進の目的で、後者はめっき部品の電流集中部での焦げ防止の目的で加えられています。なお、めっきに光沢を与える目的で適宜光沢剤が加えられます。
クロムめっき
クロムめっきの種類は、装飾クロムめっきと硬質クロムめっきがあります。
鉄鋼製品に直接クロムめっきすると微細クラックから錆が発生するために、ニッケルめっき等の下地めっきを行います。装飾めっきの厚さは0.1~0.3 μmと薄い膜ですが、高硬度であるので通常の使用環境では摩耗して素地が露出することはありません。耐食性はクロムめっきの厚さではなくて下地めっきの耐食性で決まります。下地ニッケルめっきの厚さは室内用で5μm程度、屋外用で20μm程度です。装飾クロムめっき浴としては無水クロム酸を主成分とした6価クロム浴および塩化クロム水和塩を主成分とした3価クロム浴がありますが、6価クロムが環境規制物質であることから3価クロム浴の使用が増加しています。
硬質クロムめっきは、めっき皮膜が高硬度で耐摩耗性にすぐれるという特長を生かしたもので、膜厚は一般に5~100μmとなります。硬質クロムめっきは機械の摺動部分、金型、ロール類など重要な機械部品に活用されています。めっきと素地との密着性が重要であるので、密着性確保の目的で鉄鋼部品のめっき工程ではクロムめっきの直前にエッチングを行います。このエッチングは主に逆電による陽極電解で行われます。硬質クロムめっき浴は主成分がクロム酸で触媒としてケイフッ化物(ヘキサフルオロケイ酸の俗称)や有機スルホン酸が添加されています。
貴金属めっき
金めっきは装飾用途だけでなく、電気・電子部品の接点など工業分野でも広く利用されています。金めっき浴はシアン化金カリウムを金属塩として用いたシアン浴が主流です。金めっきでは陽極に白金めっきしたチタンなどの不溶性金属が使用されるので、めっき浴への金イオンの補給のためにシアン化金カリウムを溶解して補給することが必要です。
銀めっきも同様に装飾用途だけでなく、高い導電性を生かして電気・電子機器、また抗菌性を生かして医療器具などに利用されています。銀めっきは空気中で変色しやすいので通常、有機被膜の被覆、異種金属の薄めっき、クロメート処理などによって変色防止が行われます。銀めっき浴は、金属塩としてシアン化銀カリウムを用いたアルカリ浴が使われます。陽極側は金属銀を用いており、アノード溶解(銀イオンを溶解)のために重要な遊離シアン化カリウムが浴成分として含まれています。銀イオン濃度は電流密度と相関があるので、めっき速度(めっき厚み)のコントロールのためにも遊離シアン化カリウムの管理は重要です。
ねじ部品の電気めっき
電気めっきの作業方法として、品物を引っかけ治具に掛けてめっきする引っかけめっき、バレル内で回転しながらめっきするバレルめっき、金属線や帯などを連続的にめっきする連続めっきなどの方法があります。
ねじ部品(ボルトやナット)のような小さな品物をめっきするときは一般的には図1のようなバレル(樽の意味)めっき装置を使用します。
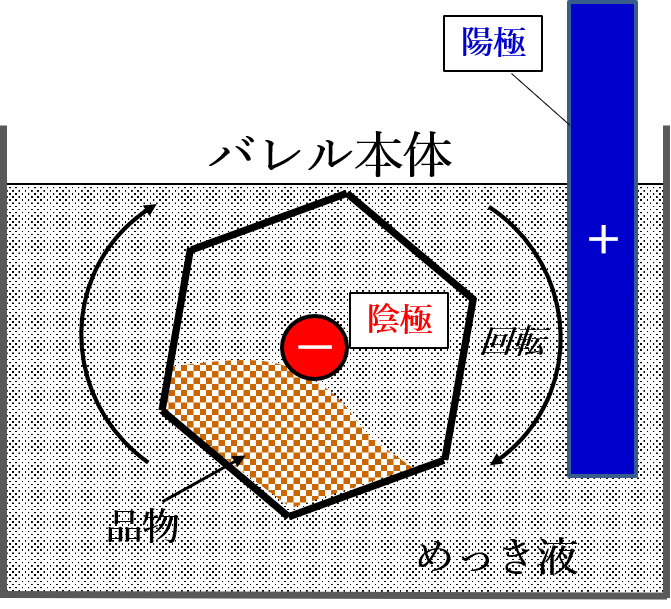
図1.バレルめっき模式図
バレル本体は合成樹脂製で小さな穴が多数開いていて側面からめっき液が出し入れされます。通電は陰極リード線先端を品物群の中に差し込みます。バレルを回転して品物を撹拌することでめっき厚みの均一性を図ります。
ねじ部品における代表的な電気めっきとしてユニクロめっきがあります。ユニクロめっきは電気亜鉛めっきの上に光沢クロメート処理を施したもので処理液の違いによって銀白色から青みがかった色調まで変化しています。また、電気亜鉛めっきの上に有色クロメート処理、黒色クロメート処理、緑色クロメート処理なども行われています。クロメート処理した亜鉛めっきは大気腐食環境下で耐食性にすぐれコスト的にも有利なめっきです。
また、装飾・防食用としてニッケルめっきが施されますが、ニッケルめっきは外観重視で使用環境が良い条件下では有利なめっきといえます。耐摩耗性にすぐれるクロムめっき、電気特性にすぐれる金めっき・銀めっきなどもねじ部品に幅広く用いられています。
なお、ねじ・ボルト類のめっき処理に関して水素脆性(水素脆化)の問題があります。水素脆性について簡単に述べます。水素脆性対策としてめっき処理後のベーキング処理(200℃程度の高温炉内で加熱処理する)が重要です。水素脆化割れとは材料が水素を吸収して脆化破壊する現象のことで、鉄鋼材料では高強度鋼ほど水素脆化感受性が高くなります。引張応力と材料中を拡散する水素(拡散性水素)の存在によって発生するものです。水素脆化には現象的に種々のものがありますが、引張強さが1000~1200MPaクラス以上の高強度鋼の水素脆化割れを遅れ破壊と言います。遅れ破壊とは、静的な引張応力下で、ある時間が経過した後に突然脆性破壊する現象です。遅れ破壊は高強度ボルトで過去から経験されてきましたが、近年は高強度薄鋼板でも重要課題となっています。
以下のコンテンツも参考にして下さい。
