ねじ締結の課題解決に貢献する技術情報サイト
ねじ締結体のボルトはどのように設計すればよいのか? 図1に示すような2枚の中空円筒を1本のボルトとナットで締結しているねじ締結体のボルトを例に、設計手法を解説していきます。 …
ねじ締結体のボルトはどのように設計すればよいのか? 図1に示すような2枚の中空円筒を1本のボルトと…
機械構造物(ねじ締結体)の締結において、ねじは重要な部品であります。 長所 ①必要な時に取り外しが可能。 ②機械構造物の修理が可能であり、再利用もできる。 短所 ①機…
機械構造物(ねじ締結体)の締結において、ねじは重要な部品であります。 長所 …
概要 通称「黒染め」、業者によっては「黒染めっき」と呼ばれますが、黒染とは鉄生地の表面に四三酸化鉄皮膜(黒錆び)を形成する化成処理です。「黒染め」はその名の通り鉄生地表面が黒く変化し、生地表面が滑ら…
概要 通称「黒染め」、業者によっては「黒染めっき」と呼ばれますが、黒染とは鉄生地の表面に四三酸化鉄…
概要 リン酸塩皮膜処理では、リン酸マンガンやリン酸亜鉛などのリン酸塩溶液で金属表面にリン酸塩皮膜を生成させます。 リン酸塩皮膜処理はパーカー処理、若しくはパーカーライジングとも呼ばれます。 …
概要 リン酸塩皮膜処理では、リン酸マンガンやリン酸亜鉛などのリン酸塩溶液で金属表面にリン酸塩皮膜を…
概要 溶融亜鉛めっきとは、基材を溶融させた亜鉛槽(約450~600℃)に浸け基材表面に亜鉛層を形成するめっき方法で、めっき槽に浸ける様子からドブメッキと称されることがあります。 トタンとして知…
概要 溶融亜鉛めっきとは、基材を溶融させた亜鉛槽(約450~600℃)に浸け基材表面に亜鉛層を形成…
概要 クロメート処理とは基材の表面に亜鉛メッキ(多くは電気亜鉛メッキ)を行った後に耐食性付与のためにクロム酸塩の薄膜を形成する表面処理(めっき)方法です。クロメート被膜は非晶質なものであり、機械的強…
概要 クロメート処理とは基材の表面に亜鉛メッキ(多くは電気亜鉛メッキ)を行った後に耐食性付与のため…
引張り応力σとせん断応力τについて ボルト・ナットを締結する際に、ねじ締結体における締付けトルクと軸力の関係で留意すべき点は、大きく分けて以下の2点であると考えられます。 …
引張り応力σとせん断応力τについて ボルト・ナットを締結する際に、ねじ締結体に…
ねじを締付ける、あるいはゆるませる道具として多種多様な道具が存在します。 一般には下のような締付け工具を用います。 ここでは少し特別な締付け工具を一部紹介します…
ねじを締付ける、あるいはゆるませる道具として多種多様な道具が存在します。 一般には下のような締…
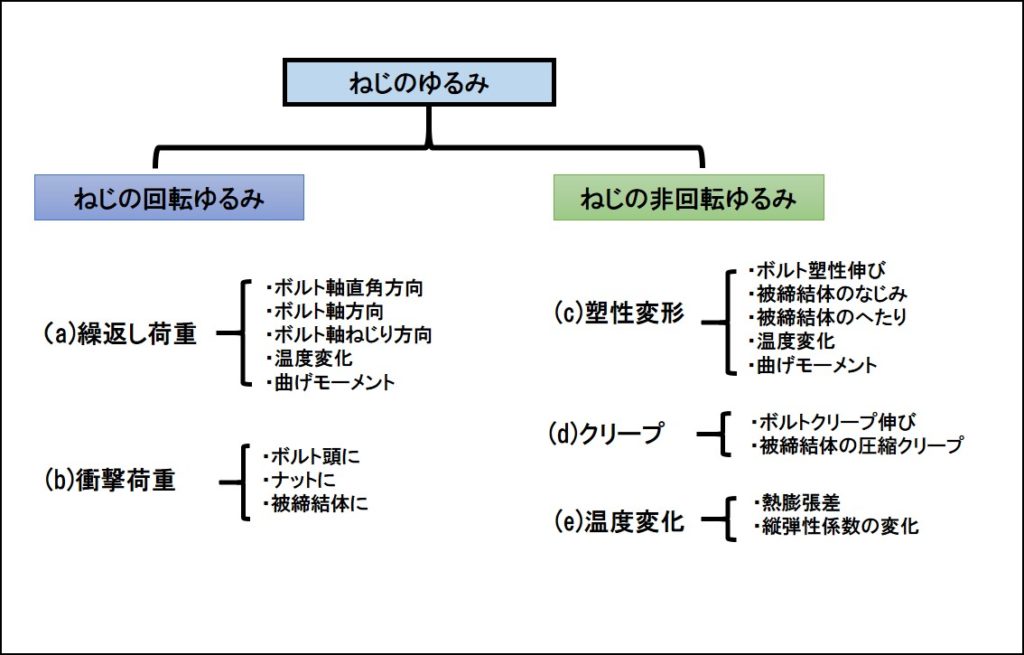
ゆるみの分類 一般に「ねじがゆるんだ状態」とはどのような状態を言うのでしょうか。 ねじの業界ではボルト軸力が、締付け時の軸力よりも減少することを「ねじがゆるんだ」と言います。 ねじのゆる…
ゆるみの分類 一般に「ねじがゆるんだ状態」とはどのような状態を言うのでしょうか。 ねじの業界…
ねじ締結で加わる力 安全なねじ締結を行うには、十分な初期締付け力Fが必要であり、その為には適切な締付けトルクTで締付けを行わなければなりません。図1はねじ締結体内部の力の作用を示しています。つまり締…
ねじ締結で加わる力 安全なねじ締結を行うには、十分な初期締付け力Fが必要であり、その為には適切な締…
なぜボルト・ナットはゆるむのか? ボルト・ナットのゆるみを物理的に定義すると「締結力(ボルト軸力)が低下する」と定義できます。 ではこの締結力が低下する要因はどのようなものがあるかというと、大…
なぜボルト・ナットはゆるむのか? ボルト・ナットのゆるみを物理的に定義すると「締結力(ボルト軸力)…
鉄鋼材料の基礎 鉄鋼と非鉄の違い 鉄鋼と非鉄の特徴を列挙します。 鉄鋼は融点が高いことから強度と耐熱性に優れ、構造材として適しています。一方、腐食…
鉄鋼材料の基礎 鉄鋼と非鉄の違い 鉄鋼と非鉄の特徴を列挙します。 …
ねじのゆるみでお困りの方は、下のボタンをクリックしお気軽にご相談ください。
ハードロック工業の製品情報やCADデータなどは公式ホームページでご覧いただけます。